

بدون شک یکی از مباحث مهم در آموزش جوشکاری مسلط بودن به انواع وضعیت جوشکاری می باشد. برای اینکه بتوانید قطعات مختلف را در حالت های متفاوت به یکدیگر جوش بدهید، بایستی با ترفند و حالت های جوشکاری آشنا باشید. حالت جوشکاری به نوع و چگونگی اتصال بستگی داشته و اغلب فلز و قطعه کار در شرایطی می باشد که تنها از یک وضعیت می توان برای جوش دادن استفاده کرد. بنابراین برای اینکه بتوانید جوشکار ماهرتری شوید، بایستی علاوه بر داشتن تسلط بر روی وضعیت جوشکاری تخت یا 1F بر روی تمامی حالت های جوش مهارت لازم را کسب نمایید. در ادامه مطلب از سایت آموزشگاه برق گستران به انواع وضعیت جوشکاری می پردازیم.
وضعیت جوشکاری چیست؟
به هنگام جوشکاری، شما بایستی علاوه بر توجه به ضخامت فلز، نوع جوشکاری، قطر الکترود، نوک تیز بودن الکترود، آمپر و نوع جریان بایستی به حالت جوشکاری نیز توجه فرمایید. وضعیت جوشکاری یکی از مهمترین پارامتر های عملیات جوش به شمار می رود که یک جوشکار باید بتواند در حالت و شرایط های مختلف مهره جوش های بی نقصی را ایجاد کند. برخی از جوشکاران مبتدی تصور می کنند که همیشه فقط در حالت تخت 1F مشغول به جوشکاری می شوند، در صورتی که جوشکاری افقی، عمودی و سربالا نیز بسیار رایج بوده و در اکثر پروژه ها همچون جوشکاری لوله صورت می گیرد. البته وضعیت های جوشکاری در تمامی روش های Co2، آرگون و برق متغیر بوده و هر کدام دارای ترفند های خاص هستند. اما اگر بخواهیم به سخت ترین وضعیت جوشکاری اشاره داشته باشیم، جوشکاری به روش آرگون سربالایی می باشد.
تصور کنید در حال جوشکاری لوله به روش آرگون در وضعیت سر بالا هستید، بایستی تورچ و سیم جوش را به گونه ای هدایت کنید که سرباره زیاد تولید نشود و مهره جوش به طور کامل بر روی لوله ایجاد شود. تنها روش جهت کسب مهارت در انواع حالت های جوشکاری فقط و فقط تکرار و تمرین می باشد. دقت داشته باشید اکثر جوشکاران می توانند در شرایط و وضعیت آسان همچون تخت مهره جوش های باکیفیتی را ایجاد کنند، اما جوشکاری که بتواند در وضعیت سر بالا به روش جوش تیگ عملیات را به موفقیت انجام دهد، قطعا از درآمد و فرصت های شغلی بیشتری برخوردار است. به عبارتی دیگر هرچه میزان تسلط شما در انواع حالت های جوشکاری بیشتر باشد، قادر خواهید بود تا پروژه های دشوار را بدون هیچگونه استرس انجام بدهید.
انواع حالت جوشکاری
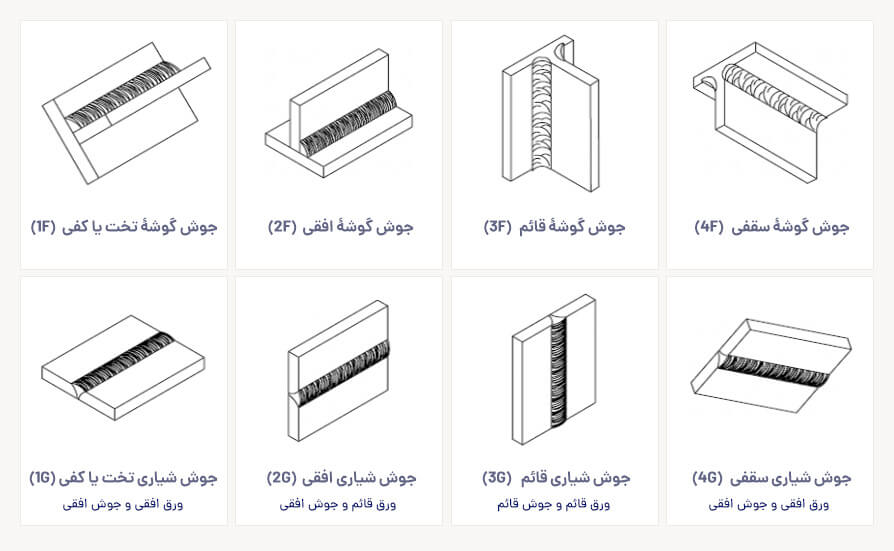
حالت جوش تخت 1F – 1G
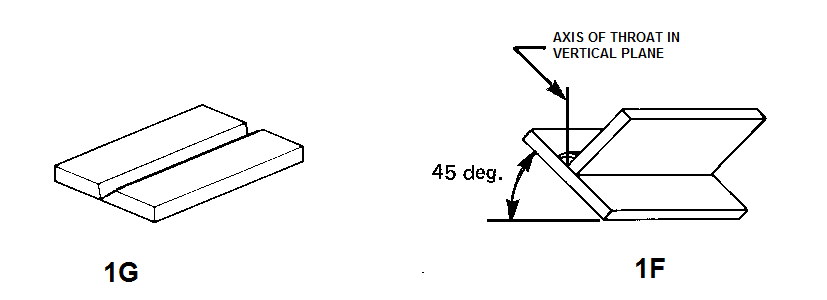
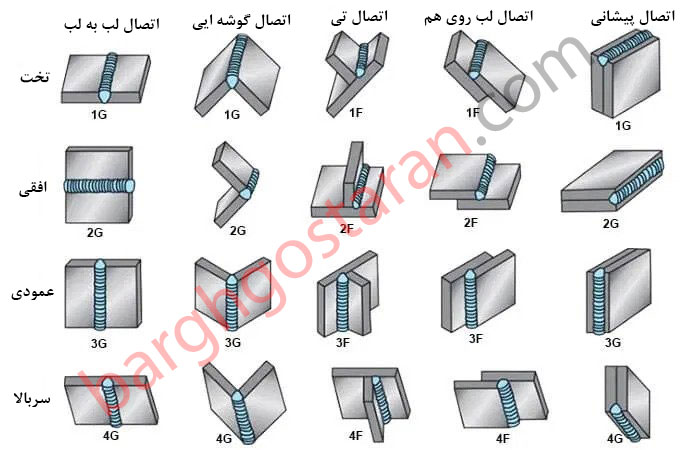
همان طور که ممکن است بدانید حالت های جوشکاری به دو نوع صفحه ای و لوله ای تقسیم بندی می شوند. نوع صفحه ای با حرف F و نوع لوله ای با حرف G شناخته شده است. یکی از آسان ترین و در عین حال مهمترین وضعیت جوشکاری، حالت تخت به صورت صفحه ای 1F می باشد. این حالت اولین وضعیتی است که در اکثر کلاس های آموزشی جوشکاری با آن آشنا می شوید. به دلیل اینکه مواد ذوب شده توسط جوش، به خاطر نیرو جاذبه زمین به سهولت روی فلز پهن می شود، جوشکاری در این حالت بسیار آسان می باشد. افرادی که قصد دارند وارد حرفه جوشکاری شوند، اولین و مهمترین وضعیت جوشی که فرا می گیرند، جوشکاری تخت یا Flat است. در این حالت قطعه فلز زیر دست قرار دارد و الکترود و سیم جوش به صورت عمود بالای سازه قرار می گیرد. برای ایجاد مهره جوش رشته ای در این حالت توصیه می شود الکترود و فیلر را در زاویه 45 درجه و آهسته به جلو هدایت کنید.
دقت داشته باشید هرچه گودال جوش بین تورچ، فیلر و سطح فلز کمتر باشد، فیلر آسان تر ذوب شده و مهره جوش بی نقص و بدون سرباره ایجاد خواهد شد. البته بایستی ضخامت فلز، قطر الکترود مصرفی یا غیر مصرفی، میزان آمپر و نوع جریان به درستی توسط جوشکار تنظیم شود. حال در جوشکاری تخت 1G که برای جوش دادن انواع لوله ها مورد استفاده قرار می گیرد، باید دقت بیشتری به خرج داد. لازم به ذکر است که در جوشکاری لوله ممکن است از دو یا چند وضعیت جوشکاری استفاده شود. به عنوان مثال برای جوش دادن لوله های بزرگ از وضعیت تخت و سربالا استفاده می شود.
وضعیت جوشکاری افقی 2F – 2G
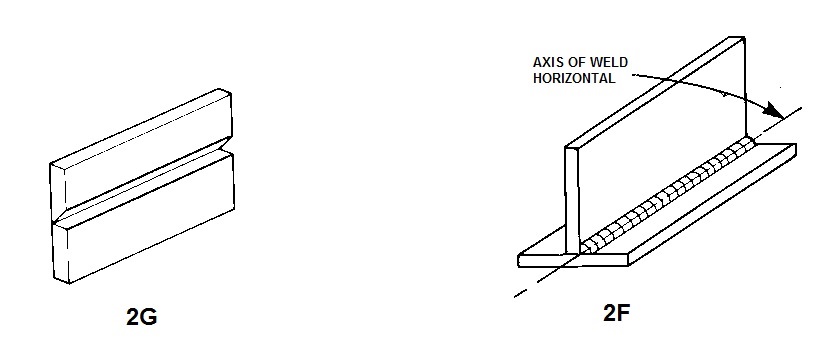
در این حالت فلز یا لوله در وضعیت افقی یا Horizontal قرار گرفته و الکترود عمود بر آن واقع شده است. این حالت بدون شک از وضعیت جوشکاری تخت دشوار تر است زیرا نیرو جاذبه زمین مواد ذوب شده توسط جوش را به سمت خود کشیده و ممکن است میزان نفوذ مهره جوش بر روی سطح فلز بیشتر باشد. از این رو توصیه می شود میزان آمپر را کمتر در نظر بگیرید. همچنین در این شرایط لازم است که عملیات جوشکاری به سرعت انجام شود زیرا هر چه امتداد مهره جوش رشته ای بیشتر باشد، مواد مذاب به دلیل خاصیت جاذبه زمین به سمت پایین رشته جوش حرکت کرده و ممکن است در قسمت پایین رشته جوش دچار نفوذ بیش از حد شود.
مورد مهم دیگری که در جوشکاری لب به لب افقی باید به آن توجه داشته باشید این است که همیشه در تمام وضعیت جوشکاری ابتدا از تمیز بودن سطح فلز و الکترود مصرفی یا غیر مصرفی اطمینان حاصل کنید. زیرا هر گونه لکه و خاک بر روی قطعه کار و الکترود می تواند سبب ترک خوردن و یا خورد شدن قطعه کار بشود. از آنجایی که در جوشکاری لوله بایستی در اکثر پروژه ها تمیز و بی نقص باشد، توجه به این نکته کلیدی بسیار حائز اهمیت است.
حالت عمودی 3F – 3G
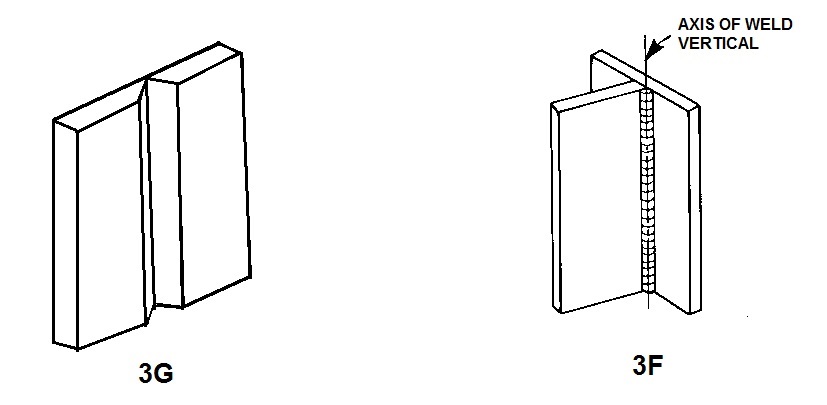
در این وضعیت، عملیات جوشکاری به حالت عمودی انجام می گیرد و خط جوش از بالا به پایین یا از پایین به بالا ایجاد می شود. اما سعی کنید همیشه برای جوش دادن پروژه های عمودی از پایین به بالا انجام دهید تا مهره جوش ها یکی پس از دیگری بر روی هم قرار بگیرند. در جوشکاری لوله در وضعیت عمودی جوشکار در یک حالت افقی مشغول به جوشکاری خواهد بود و ممکن است با توجه به قطر و طول لوله، قطعه کار بچرخد یا اینکه نچرخد. بنابراین همانطور که در ابتدا گفته شد بود، ممکن است پروژه های جوشکاری در چند وضعیت خاص صورت گیرد. همانند وضعیت جوشکاری افقی، در این حالت نیز بایستی تورچ و فیلر (در صورت جوشکاری به روش آرگون) را در زاویه 45 درجه نگه داشته و تورچ را به سمت جلو هدایت کنید. همچون حالت افقی، در وضعیت عمودی نیز برای داشتن مهره جوش های بهتر میزان شدت جریان را کاهش دهید یا فرایند جوشکاری را بدون توقف انجام بدهید.
وضعیت جوشکاری سربالا 4F – 4G
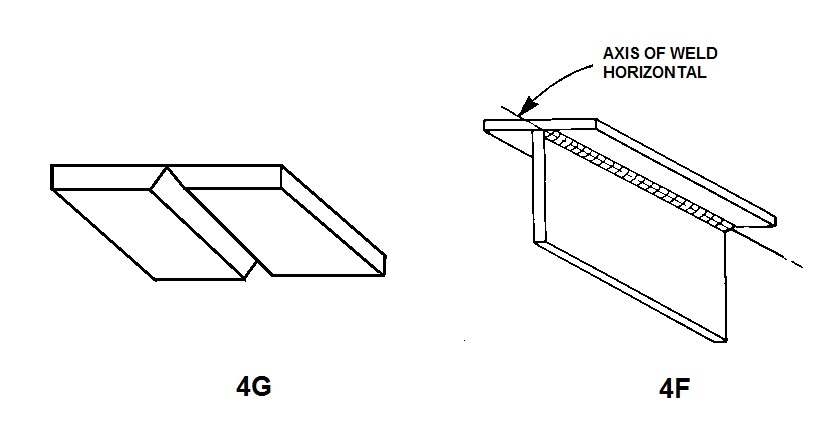
دشوارترین وضعیت جوشکاری سربالا overhead می باشد و در این حالت، جوشکار بایستی عملیات را بالای سر انجام دهد. در این حالت مواد ذوب شده به دلیل خاصیت نیرو جاذبه زمین به سمت پایین ریخته شده و جوشکار بایستی مهارت زیادی داشته باشد تا بتواند پروژه را با کیفیت مطلوبی اتمام کند. در این وضعیت جوشکاری توصیه می شود شدت جریان بسیار کم تنظیم شود تا از ریختن مواد مذاب جلوگیری کرد. همچنین در این روش از الکترود های مخصوص مورد استفاده قرار می گیرد. از آنجایی که این وضعیت بالای سر قرار می گیرد و جوشکار به طور مستقیم در معرض جرقه و تکه های مواد مذاب قرار گرفته است رعایت نکات ایمنی بیش از هر زمان دگیری حائز اهمیت می باشد.
حالات جوشکاری لوله
در زیر به بررسی همه حالت های جوشکاری لوله می پردازیم و نکات حیاتی در هر یک از این حالات را بررسی می کنیم.
1- حالت های جوشکاری لوله فلزی
در این حالت، جوشکاری لوله با استفاده از جوشکاری فلزی انجام میشود. در این روش، استفاده از الکترودها و جوشکاری ذوبی روش معمول است. در هر صورت، حتما باید توجه داشته باشیم که دما و نیروی استفاده شده باید با مواد جوشکاری منطبق باشد.
2- حالت های جوشکاری لوله غیرفلزی
در این حالت، برای جوشکاری لوله از روش هایی مانند جوشکاری لیزری، جوشکاری الکترونیکی یا جوشکاری پلاسما استفاده میشود. این روشها به دلیل دمای بالا و سرعت جوشکاری بسیار مفید واقع میشوند. در این حالتها به مواد جوشکاری، کیفیت سطح جوش و تکنولوژی استفاده شده بسیار اهمیت داده میشود.

3- حالت های جوشکاری لوله خاص
بعضی اوقات در برخی صنایع، نیاز به جوشکاری خاصی وجود دارد. به عنوان مثال، در صنعت نفت و گاز، جوشکاری لوله های مختلفی با استفاده از روش های خاص و تکنیک های منحصر به فرد انجام میشود. در این حالتها، نیاز به تجربه و آموزش فراوان است.
حرکت دست در جوشکاری لوله
نحوهی حرکت دست در جوشکاری لوله بسیار اهمیت دارد. عدم حرکت صحیح دست، میتواند منجر به تشکیل عیوب جوشکاری، ناهمواری سطح جوش و کاهش مقاومت مکانیکی شده و در نتیجه پیامدهای منفی بر روی مهره جوش ها خواهد داشت. با توجه به اهمیت حرکت دست در جوشکاری لوله، باید به نکات زیر توجه ویژهای داشته باشید.
-
کنترل سرعت حرکت
حرکت دست نباید بسیار سریع و یا بسیار کند باشد. سرعت حرکت باید به گونه ای باشد که حجم مناسبی از جوش وارد محل جوش شود و اتصال کامل و قوی بین قطعات بوجود آید.
-
حفظ تعادل
در حین حرکت دست، باید تعادل را حفظ کرده و قدرت و فشار مناسب را در روی سطح جوش اعمال کنید. عدم حفظ تعادل می تواند به لغزش دست یا کاهش کیفیت جوش منجر شود.
-
حرکت مستدام
حرکت دست باید به گونه ای صورت بگیرد که محل جوش را به صورت مستدام پوشش دهد. حرکت های ناقص می توانند سبب تشکیل جوش ضعیف شوند و منجر به کندی در فرآیند جوشکاری شوند.
جوشکاری تخت
در جوشکاری تخت، قسمت های مختلف فلزی با استفاده از یک محلول یا فلز مشابه به هم متصل میشوند. این فرآیند با افزودن حرارت و فشار به صورت مکانیکی یا الکترونیکی انجام میشود. پس از جوشکاری، قسمت متصل شده باید استحکام و استقامت لازم را داشته باشد تا به درستی عمل کند.
در جوشکاری تخت، دقت و توانایی نیروی کار از اهمیت بالایی برخوردار هستند. این نکته حائز اهمیت است که در صورت عدم دقت و ناشی شدن اشتباهات در جوشکاری، خرابیهای جدی ممکن است رخ دهد و باعث توقف تولید و هزینههای بالا شود. بنابراین، استفاده از جوشکاران ماهر و متخصص امری ضروری است. از جدید ترین روش های جوشکاری تخت، می توان به جوشکاری با استفاده از لیزر اشاره کرد. این روش باعث اتصال دقیق و کیفیت بالایی در جوش فلزات می شود. همچنین، جوشکاری با روش فتومتری نیز مورد تحت توجه قرار گرفته است که خطای بسیار کمی در جوشکاری تولید میکند.

روش جوشکاری سر بالا
جوشکاری سر بالا یکی از روشهای متداول و پیشرفته در صنعت جوش است که برای اتصال قطعات فلزی با ضخامت بالا استفاده میشود. در این روش، جوش زنی در راستای عمودی صورت میگیرد که منجر به ایجاد جوشهای قوی و مقاومی میشود. جوشکاری سر بالا به دلیل قدرت اتصال، مقاومت در برابر لرزش ها و خستگی، استحکام بالا و امکان اتصال قطعات با ضخامت بالا، یک روش بسیار مورد توجه در صنعت و ساختمان سازی است. در زیر با مراحل اجرای روش جوشکاری سر بالا آشنا می شویم.
-
آمادهسازی قطعات فلزی
در این مرحله، قطعاتی که قرار است به هم جوش داده شوند، باید به صورت صاف و تمیز آماده شوند. این شامل حذف زنگ، روغن، چربی و خاک روی سطح قطعات می شود. همچنین، قطعات باید به درستی تنظیم و خم شوند تا در موقعیت صحیح قرار گیرند.
-
آمادهسازی الکترود
در این مرحله، الکترود مناسب برای جوشکاری سر بالا انتخاب می شود. الکترود ها باید با توجه به جنس قطعات فلزی و نوع جوشکاری مورد استفاده قرار گیرند. همچنین، الکترودها باید پر شده و چک شوند تا از درستی عملکرد آنها اطمینان حاصل شود.
-
اجرای جوشکاری سر بالا
در این مرحله، الکترود و قطعات فلزی به صورت عمودی جایگذاری میشوند. الکترود به سطح قطعات فلزی نزدیک می شود و جرقه الکتریکی بین الکترود و قطعه فلزی ایجاد می شود. این جرقه باعث انتقال حرارت و ایجاد جوش بین قطعات فلزی می شود. این جوش در نتیجه سد قوی و استحکام بالا ایجاد می شود.
جوشکاری f چیست؟
در بحث جوشکاری f، فشار و حرارت برای اتصال قطعات فلزی مورد استفاده قرار می گیرد. همچنین، در این روش از فلزات فوق العاده قوی برای اتصال استفاده می شود. نکته جالب در مورد جوشکاری f این است که متخصصین از آن برای اتصال قطعات فلزی استفاده می کنند. علاوه بر این، جوشکاری f در صنایع مختلفی مورد استفاده قرار می گیرد. با آنکه این روش جوشکاری در برخی صنایع دماهای بسیار بالا را نیاز دارد، اما نتیجه قابل قبولی را ارائه می دهد. در بخش صنعت مدرن و خودروسازی، جوشکاری f به طور گسترده ای استفاده می شود. اتصال قطعات فلزی با استفاده از این روش خلاقانه و حرفه ای، باعث افزایش استحکام و استحکام دیگر قطعات می شود.

در نتیجه، جوشکاری f در بسیاری از صنایع مورد استفاده قرار می گیرد. همچنین، این روش جوشکاری تاثیر مستقیم بر کیفیت و ماندگاری قطعات فلزی دارد. بنابراین، در صنعت های مختلف، استفاده از جوشکاری f به عنوان یک روش جوشکاری حرفه ای و موثر توصیه می شود.
بیشتر بخوانید: جوشکاری زیر آب
جمع بندی
در نهایت اگر بخواهیم به آسان ترین و دشوار ترین وضعیت جوشکاری اشاره ای داشته باشیم، جوشکاری در حالت تخت آسان و جوشکاری در وضعیت سربالا سخت ترین حالت جوشکاری می باشد که کمتر کسی می تواند در این حالت مهره جوش بی نقصی را ایجاد کند. از آنجایی که تمیز و بی نقص بودن جوش لوله بسیار حائز اهمیت است سعی کنید در حالت سربالا بیشتر تمرین داشته باشید زیرا در اکثر پروژه های جوش لوله های بزرگ مورد استفاده قرار می گیرد.
در این مطلب انواع حالت های جوشکاری g و f و همچنین روش جوش تخت، عمودی و سربالا را توضیح دادیم. سپس به بررسی حالت و نحوه حرکت دست در جوش لوله پرداختیم.
در صورتی که قصد آموزش جوشکاری با مدرک فنی حرفه ای را دارید پیشنهاد می کنیم با کارشناسان ما در آموزشگاه برق گستران تماس گرفته و از شرایط شرکت در کلاس ها مطلع شوید.






سلام من بعدازحدود۳۰سال جوشکاری و ساخت سازه فلزی جایی نوشته بودن جوشg
منم فکرکردم جوش خاصی هست اومدم گوگل و اینجا خیلی جامع و مفید مطالبی روکه همون۳۰سال پیش بایدیادمیگرفتم الان فهمیدم واقعا ممنونم از نشر آگاهی 👍
سلام مواردی ک توضیح دادین عالی بود.فقط من چطور باشما تماس برقرار کنم و آیا در مدت زمان کوتاه میتونم سرکلاس حضورپیدا کنم و مدرک بین المللی بگیرم.در حال حاظر در تمامی جوش ها ب جز آرگون سر بالا مهارت کافی دارم
سلام، لطفا از طریق شماره های پایین صفحه تماس بگیرید.
سلام
ممنون از انتشار مطالب آموزنده جوشکاری
سلام دوست عزیز ممنون از ثبت نظرتون
باتشکر از مقاله مفیدتون استفاده کردم.