آموزش جوشکاری CO2 (جوشکاری MAG,MIG)

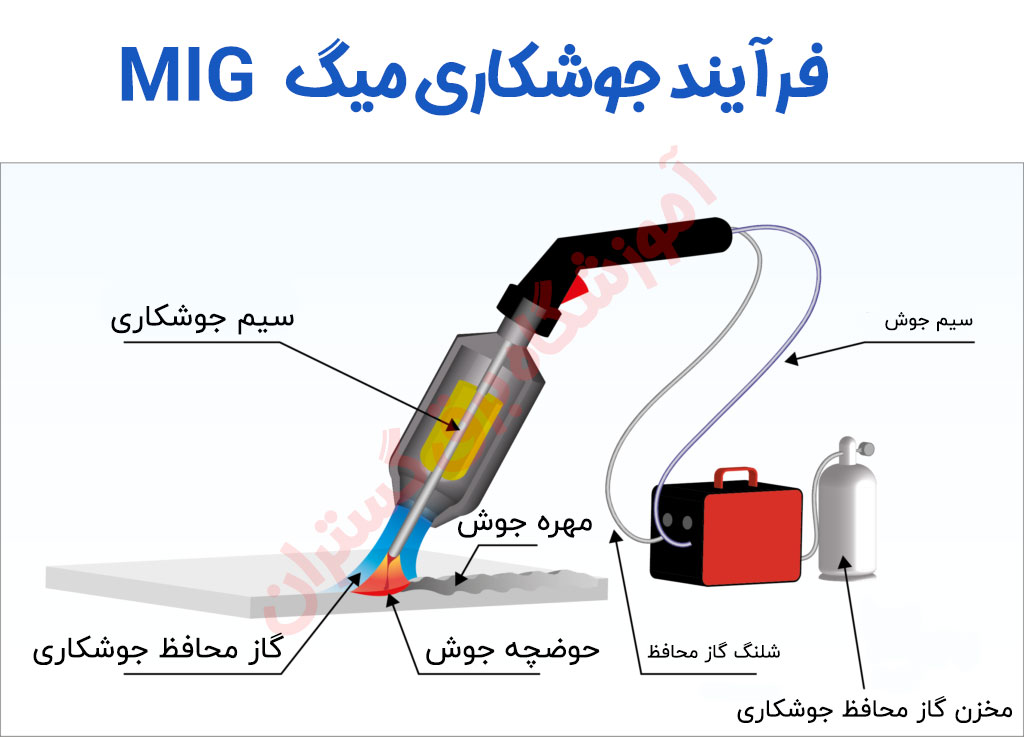
آموزش جوشکاری CO2 یکی از محبوبترین دورههای جوشکاری در صنایع مختلف می باشد. دوره جوشکاری CO2 بدلیل قیمت پایینی که دارد، مورد توجه افراد زیادی قرار گرفته است. برخی مزایای دیگر این روش جوشکاری عبارتند از: عدم نیاز به تعویض الکترود ، جوشکاری در تمام حالات، امکان جوشکاری به صورت مکانیزه، عدم وجود محدودیت در ضخامت قطعات و عدم وجود عیوب جوش و ایجاد جوشهای سالم اشاره کرد. فرآیند جوشکاری میگ (MIG) به این صورت است که در آن یک قوس الکتریکی بین الکترودهای سیم مصرفی و قطعه کار قرار میگیرد که باعث میشود آنها به ذوب شدن و پیوستن برسند و یک خط جوش بوجود آورند. اگر مبتدی هستید و قصد دارید تمامی فرآیند های جوشکاری همچون جوشکاری الکترود دستی SMAW یا برق، جوشکاری تیگ یا جوشکاری آرگون و جوش co2 را در یک دوره کامل فرابگیرید، می توانید در دوره جوشکاری شرکت نمایید.
جوشکاری توسط گاز محافظ co2 میتواند نیمه اتوماتیک یا اتوماتیک باشد. با توجه به محبوبیت این نوع از جوشکاری در صنعت و بازار کار خوب آن، آموزشگاه برق گستران دوره جوشکاری CO2 (جوشکاری MAG,MIG) را در کارگاههای مجهز و به زیر نظر اساتید بازار کار برگزار میکند. با شرکت در این کلاس آموزش جوشکاری co2 به طور جامع و کامل با مباحث جوش CO2 آشنا شده و با دریافت مدرک فنی جوشکاری CO2 به راحتی وارد بازار کار شوید. آموزش جوشکاری CO2 یا جوشکاری MIG و MAG در آموزشگاه جوشکاری CO2 برق گستران یکی از دورههای فنی است که بازار کار خوبی دارد و جوشکارها معمولا درآمد بالایی دارند. نیاز جامعه به صنعت و تولید برای شغل جوشکاری باعث شده است تا بسیاری از اشخاص تمایل به آموزش جوشکاری co2 داشته باشند. آموزش جوشکاری co2 نیازمند زمان و تجربه زیادی است و بسیاری از افراد ترجیح میدهند به این حرفه پر درآمد ورود نکنند. یکی از بهترین راههای یادگیری جوشکاری شرکت در دورههای آموزشی است که توسط آموزشگاههای معتبر زیر نظر سازمان فنی و حرفهای کشور برگزار میشود.
سرفصل های آموزش جوشکاری CO2 (جوشکاری MAG,MIG)
 ثبت نام
آموزش جوشکاری CO2 (جوشکاری MAG,MIG)
ثبت نام
آموزش جوشکاری CO2 (جوشکاری MAG,MIG) پس از ثبت نام جهت رزرو یا مشاوره با شما تماس گرفته خواهد شد.
ثبت نام در لندینگ جوشکاری
- روزساعتتاریخ
- شنبه الی چهارشنبه13 الی 151403/05/06
- شنبه الی چهارشنبه15 الی 171403/05/20
- شنبه الی چهارشنبه17 الی 191403/06/05
- شنبه الی چهارشنبه13 الی 151403/06/24

تجدید دوره آموزشی در صورت عدم یادگیری کارآموزان در پایان
تمامی مراحل آموزش به صورت عملی در کارگاه مجهز برگزار می گردد
اقامت در خوابگاه آموزشگاه برای کارآموزان شهرستان
برگزاری دوره های آموزشی تعمیرات موبایل در روزهای تعطیل برای افراد شاغل
پشتیبانی بصورت نامحدود کارآموزان پس از اتمام دوره های آموزشی
دسترسی مناسب برای تردد به ترمینال، مترو، BRT و قسمت های مختلف شهر
برگزاری دوره ها با تعداد نفرات کمتر در کلاسها برای بالا بردن کیفیت آموزش
معرفی به سازمان فنی و حرفه ای برای اخذ مدرک پس از اتمام دوره گوهرشناسی
آموزش صفرتاصد جوشکاری CO2 فنی حرفه ای + مدرک معتبر بین المللی
در این دوره آموزش جوشکاری CO2 (جوشکاری MAG,MIG)، بر اساس استانداردهای سازمان آموزش فنی و حرفهای کشور، نحوه آموزش جوشکاری CO2 را به هنرجویان آموزش خواهیم داد. استادان ما در صنعت جوشکاری CO2 مجرب بوده و دارای تجربیات ارزشمندی هستند. هنرجویان در آموزشگاه برق گستران با ابزارها و انواع جوشکاریها آشنا خواهند شد، فرآیندهای مختلف جوشکاری را به صورت کامل از مبتدی تا حرفهای از صفر تا صد فرا میگیرند و در پایان دوره آموزش جوشکاری CO2 مدرکی معتبر دریافت می کند. در نهایت جوشکار حرفهای با گواهینامه معتبر از سازمان آموزش فنی و حرفهای کشور میتواند وارد بازار کار شود. همچنین آموزشگاه جوشکاریCO2 برق گستران متعهد به حمایت از دانشجویان برای چندین سال میباشد. این آموزشها در کارگاه تخصصی جوشکاری CO2 انجام خواهد شد.
جوشکاری قوس فلزی که در آن الکترود مصرفی با سرعت ثابت با چگالی جریان بالا وارد قوس میشود، هر گونه تغییر در طول قوس با تغییرات طبیعی در نرخ سوختن تصحیح میشود. نوعی از جوشکاری قوس گاز محافظ (GMAW) که در آن از گاز محافظ دی اکسید کربن استفاده میشود، جوشکاری CO2 نامیده میشود. از آنجایی که CO2 یک گاز فعال است، این نوع جوش به عنوان گاز فعال فلزی یا MAG طبقه بندی میشود. علاوه بر خواص محافظ عالی، گاز CO2 ده برابر ارزانتر از گاز محافظ آرگون است! بنابراین یکی از رایجترین روشهای جوشکاری در صنعت متالورژی مرتبط با فولاد میباشد. جوشکاری CO2 بهترین روش برای جوشکاری صفحات فولادی نازک و نیمه ضخیم سخت نشده است. این روش اتصال، پس از جوشکاری مقاومتی الکتریکی، بیشترین درصد کاربرد را در بدنه خودروی شرکت ایران خودرو دارد.
مرتبط بخوانید: انواع وضعیت مهم در جوشکاری لوله ای و صفحه ای
تاریخچه جوشکاری Co2
جوشکاری CO2 در سال 1940 توسعه یافت و در صنایع نظامی در دوران جنگ جهانی دوم نقش بسزایی برای کشتی سازی و صنعت هواپیما ایفا کرد. پس از 83 سال، قوانین اساسی و فرآیند آن ثابت مانده است. در جوشکاری MIG از یک قوس الکتریکی برای ایجاد یک اتصال کوتاه بین یک آند با انرژی پیوسته (تفنگ سیم جوش) و کاتد (فلز در حال جوش) استفاده میشود. گرمای حاصل از اتصال کوتاه، همراه با گاز غیر واکنشی، فلز را به صورت موضعی ذوب میکند. در واقع به آنها اجازه میدهد که مخلوط شوند. پس از حذف گرما، فلز شروع به سرد شدن و جامد شدن میکند تا یک قطعه فلز مذاب جدید تشکیل شود. چند سال پیش نام کامل جوشکاری با گاز بی اثر فلز (MIG) به جوشکاری قوس فلزی با گاز (GMAW) تغییر یافت. اما اگر از این اصطلاح استفاده کنید، بسیاری از مردم متوجه منظور شما نخواهند شد. نام MIG یا CO2 یک اصطلاح رایج در این زمینه است. جوش MIG برای جوش دادن انواع فلزات همچون فولاد کربن، فولاد ضد زنگ، آلومینیوم، منیزیم، مس، نیکل، سیلیکون برنز و آلیاژهای دیگر قابل استفاده می باشد.
جوشکاری میگ MIG چه کاربردهایی دارد؟

بدون شک انواع جوشکاری همچنان نقش مهمی در بین تمامی صنایع دارد. بازار این صنعت هر روز به تکنسینهای مجرب و حرفهای و آشنا به روشهای روز نیاز دارد. نیروی کار همیشه در این بازار فعال است و در برخی کشورها دستمزد بسیار بالایی دارند. اگر هنوز رشته کاری خود را انتخاب نکرده اید و علاقهمند به کار در این صنعت هستید. پیشنهاد میکنیم در دورههای آموزش جوشکاری co2 شرکت کنید و به راحتی جذب بازار کار شوید. صنعتگرانی که در این زمینه فعالیت می کنند در همه کشورها زمینه فعالیت خوبی دارند. از این رو ورود به بازار این صنعت و یادگیری مباحث دوره جوشکاری co2 بسیار کاربردی است. حتی کسانی که در این بازار فعال هستند در این دوره جوشکاری co2 شرکت میکنند تا اطلاعات خود را به روز نگه دارند. بنابراین بازار کار در این صنعت هر روز در حال گسترش است و دانشجویان پس از کسب مهارتهای مورد نیاز به راحتی جذب بازار کار میشوند. حتی در برخی موارد، آموزشگاه هنرجویان را به برخی شرکتها معرفی میکند. بنابراین اگر قصد ورود به بازار کار جوشکاری (جوشکاری CO2) را دارید. اولین قدم کسب مهارتهای فنی و علمی است. شما میتوانید علاوه بر اخذ مدرک، دانش علمی و فنی خود را افزایش دهید و به راحتی در این بازار کار آفرین شوید و یا جذب شرکتها یا کسب و کارهایی شوید که از این مهارت بهره میبرند. از مهمترین کاربرد جوشکاری co2 می توان به موارد مهمی همچون کشتی سازی، نظامی، هواپیما سازی، ساختمان سازی و پتروشیمی اشاره داشت.
مطلب پیشنهادی: خال جوش یا جوش نقطه ای چیست و چه اهمیتی در جوشکاری دارد؟
مزایای آموزش جوشکاری CO2 چیست؟
با آموزش جوشکاری CO2 نسبت به سایر جوشکاریها به عملکرد بهتری دست خواهید یافت و پس از انجام جوشکاری CO2 به زمان کمتری برای تمیزکاری و پرداخت قطعه کار نیاز خواهید داشت. قیمت خرید دستگاه جوشکاری CO2 نسبت به سایر دستگاهها ارزانتر است و برای شما مقرون به صرفهتر خواهد بود. آموزش جوشکاری CO2 بسیار آسان است و شما به راحتی میتوانید آن را آموزش ببینید و مشکلات خودتان را برطرف کنید. از آنجایی که از گاز محافظ برای محافظت قطعه کار در برابر اتمسفر استفاده میشود، در این دوره جوشکاری CO2 کیفیت بالایی خواهیم داشت. به طور کلی فرایند جوشکاری co2 نسبت به جوشکاری آرگون TIG بسیار ساده تر بوده و افرادی که قصد ورود به حرفه جوشکاری را دارند، توصیه می شود در ابتدا دوره های آموزشی جوشکاری Co2 یا جوشکاری برق را سپری کنند و بعد وارد حوزه جوشکاری آرگون شوند.
تفاوت جوشکاری میگ و مگ در چیست؟
دقت داشته باشید که هر دو روش جوشکاری میگ و مگ ذوبی به شمار می روند. بدان معنی قطعه کار بایستی ذوب شود تا محل اتصال شکل گیرد. حال برای اینکه حوضچه جوش در معرض هوا آزاد و ذرات معلق آن قرار نداشته باشد، گاز محافظ جوشکاری استفاده می شود. همچنین ممکن است به جای گاز محافظ از الکترود روپوش دار استفاده شود مانند فرایند جوشکاری برق یا الکترود دستی که نیازی به گاز محافظ حین جوشکاری ندارد. اما به طور کلی اگر بخواهیم به مهم ترین تفاوت جوشکاری مگ و میگ بپردازیم باید به نوع گاز محافظ جوشکاری یا Shielding gas به کار رفته اشاره داشته باشیم. در جوشکاری مگ باید از گاز محافظ فعال همچون دی اکسید کربن، هیدروژن یا نیتروژن استفاده شود. زیرا گاز فعال سبب افزایش پایداری قوس شده و میزان نفوذ نیز بیشتر خواهد شد. این در حالی است که در جوشکاری میگ بایستی از گاز های خنثی همچون هلیوم و آرگون استفاده کرد. در نهایت کیفیت جوشکاری میگ نسبت به مگ بیشتر بوده زیرا گاز های خنثی در روش میگ هیچ گونه واکنشی با حوضچه مذاب نداشته و کیفیت جوش و مهره جوش ها بهتر ایجاد می شوند.
تفاوت جوشکاری آرگون و co2
اولین و مهم ترین تفاوت جوشکاری Co2 و آرگون در این است که در فرایند جوشکاری آرگون الکترود تنگستن مصرف نمی شود. اما این در حالی است که سیم جوشکاری co2 ذوب شده و به طور مداوم بایستی توسط دستگاه جوش، سیم به داخل تورچ تغذیه شود تا فرایند جوشکاری co2 پیوسته صورت گیرد. در جوشکاری آرگون از اینورتر AC و DC استفاده می شود اما در جوشکاری co2 تنها از جریان برق DC بهره برداری می شود. همچنین ضخامت قطعاتی فلزی که توسط جوشکاری co2 می توان جوش داد، 40 میلیمتر بوده این در حالی است که در جوشکاری آرگون این مقدار تنها 5 میلیمتر می باشد. همان طور که از اسم این دو نوع جوشکاری پیداست، برای حفاظت از حوضچه جوش در جوشکاری تیگ از گاز آرگون و در جوشکاری مگ از گاز co2 استفاده می شود. در نهایت سرعت و فرایند جوشکاری آرگون نسبت به جوش co2 کمتر می باشد زیرا شما علاوه بر هدایت تورچ بایستی فیلر (سیم پر کننده) جوشکاری را هم زمان بر روی امتداد فلز هدایت کنید.
مرتبط بخوانید: راهنمای جامع بررسی تفاوت جوش آرگون و Co2
تجهیزات مورد نیاز جوشکاری میگ MIG
سیم جوش: در جوشکاری Co2 از سیم جوش استفاده شده که از جنس فلز می باشد و برای عملیات جوشکاری یکنواخت مورد استفاده قرار می گیرد. سیم جوش co2 انواع متفاوتی دارد و در مدل های بدون آلیاژ، کم آلیاژ بر پایه نیکل ساخته می شود و عمدتا برای اتصال فلزات آهنی و غیر آهنی مفید می باشد.
دستگاه جوش: اینورتر جوشکاری یا دستگاه جوش که توسط آن شدت جریان AC و DC و همچنان میزان آمپر مورد نیاز جوشکاری معین می شود.
انبر جوشکاری: به وسیله آن گاز و سیم به محل جوشکاری هدایت شده و به محض روشن کردن اینورتر جوشکاری، می توان عملیات جوشکاری را آغاز کرد.
رگلاتور: یا شیر تنظیم که برای تنظیم مقدار گاز خروجی استفاده می شود.
تجهیزات ایمنی: کلاه، دستکش، لباس مخصوص جوشکاری و عینک جوشکاری.

چرا انتخاب گاز محافظ در جوشکاری مهم است؟
بسیاری از کاربردهای جوشکاری MIG مربوط به گاز محافظ است و شما باید ابتدا اهداف جوشکاری خود را ارزیابی کنید تا بتوانید مورد مناسب را برای کاربرد خاص خود انتخاب کنید. هزینه گاز، خواص جوشکاری تمام شده، آمادهسازی و تمیز کردن پس از جوشکاری، مواد پایه، فرآیند انتقال جوش و اهداف بهره وری شما همگی باید در هنگام انتخاب گاز محافظ در نظر گرفته شوند. آرگون، هلیوم، دی اکسید کربن و اکسیژن چهار گاز محافظ رایج مورد استفاده در جوشکاری MIG هستند که هر کدام مزایا و معایب منحصر به فردی را در هر کاربرد خاصی دارند. تخلخل، همانطور که در سطح و قسمت داخلی مهره جوش دیده میشود، میتواند ناشی از گاز محافظ ناکافی باشد و به طور چشمگیری کیفیت جوشکاری را ضعیف کند.
دی اکسید کربن (CO2) رایجترین گاز واکنشی است که در جوشکاری MIG استفاده میشود و تنها گازی است که میتواند به شکل خالص بدون افزودن گاز بی اثر استفاده شود. CO2 همچنین کمهزینهترین گازهای محافظ رایج است و زمانی که هزینههای مواد اولویت اصلی باشد، انتخابی جذاب است. CO2 خالص، نفوذ جوش بسیار عمیق را فراهم میکند که برای جوشکاری مواد ضخیم مفید است. با این حال، نسبت به زمانی که با گازهای دیگر مخلوط میشود، قوس کمتر پایدار و پاششهای بیشتری تولید میکند. همچنین فقط به فرآیند اتصال کوتاه محدود میشود.
برای بسیاری از شرکتها، از جمله شرکتهایی که بر کیفیت جوشکاری، ظاهر و کاهش پاکسازی پس از جوشکاری تأکید دارند، مخلوطی از 75 تا 95 درصد آرگون و 5 تا 25 درصد CO2، ترکیب مطلوبتری از پایداری قوس، کنترل حوضچه و کاهش پاشش نسبت به CO2 خالص می باشد. این مخلوط همچنین امکان استفاده از فرآیند انتقال اسپری را فراهم میکند، که میتواند نرخ بهره وری بالاتر و جوشهای بصری جذابتری ایجاد کند. آرگون همچنین پروفیل نفوذ باریکتری ایجاد میکند که برای جوشهای فیلهای و لب به لب مفید است. اگر در حال جوشکاری یک فلز غیرآهنی – آلومینیوم، منیزیم یا تیتانیوم هستید – باید از 100 درصد آرگون استفاده کنید.
اکسیژن، همچنین یک گاز واکنش پذیر، معمولاً در جیرههای 9 درصد یا کمتر برای بهبود سیالیت حوضچه جوش، نفوذ و پایداری قوس در کربن ملایم، کم آلیاژ و فولاد ضد زنگ استفاده میشود. این باعث اکسیداسیون فلز جوش میشود، بنابراین برای استفاده با آلومینیوم، منیزیم، مس یا سایر فلزات عجیب و غریب توصیه نمیشود. هلیوم، مانند آرگون خالص، به طور کلی با فلزات غیر آهنی، اما همچنین با فولادهای ضد زنگ استفاده میشود. از آنجایی که هلیوم یک پروفیل نفوذ گسترده و عمیق ایجاد میکند، به خوبی با مواد ضخیم کار میکند و معمولاً در نسبتهای بین 25 تا 75 درصد هلیم به 75 تا 25 درصد آرگون استفاده میشود. تنظیم این نسبتها باعث تغییر در میزان نفوذ، مشخصات مهرهها و سرعت حرکت میشود. هلیوم یک قوس “گرمتر” ایجاد میکند که سرعت سفر سریعتر و نرخ بهرهوری بالاتر را امکان پذیر میکند. با این حال، گرانتر است و به سرعت جریان بالاتری نسبت به آرگون نیاز دارد، بنابراین باید ارزش افزایش بهرهوری را در مقابل افزایش هزینه گاز محاسبه کنید. در فولادهای زنگ نزن، هلیوم معمولاً در فرمول سه مخلوط آرگون و CO2 استفاده میشود.
بیشتر بخوانید: 0 تا 100 خطرات جوشکاری + روش های پیشگیری
انواع گازهای مورد استفاده در جوشکاری چیست؟
گازهای بی اثر و راکتیو: گازها در دو دسته هستند: بی اثر یا راکتیو. گازهای بی اثر در تماس با سایر مواد یا دما تغییر نمیکنند، اما گازهای راکتیو برعکس عمل میکنند. آنها در شرایط مختلف واکنش نشان میدهند و باعث تغییر حالت در سایر مواد و یا خودشان میشوند. گازهای بی اثر مفید هستند، زیرا اجازه میدهند جوشکاری به طور طبیعی بدون وقوع ناخواسته تضعیف یا اعوجاج جوش حاصل شود. گازهای راکتیو یک تغییر مثبت در طول فرآیند جوش ایجاد میکنند که باعث افزایش روش ذوب شدن مواد میشود.
گاز محافظ: هنگامی که هوا در حین جوشکاری وارد قوس میشود، باعث ایجاد حبابهای هوا در داخل فلز مذاب میشود و یک جوش ضعیف و بسیار زشت ایجاد میکند. شما نمیتوانید جوشکاری MIG یا TIG را بدون گاز محافظ جوش دهید، مگر اینکه ماده پرکننده مورد استفاده، دارای هسته شار یا پوشش شار باشد. این همان هدفی است که یک گاز محافظ دارد، ناخالصیها را دور نگه میدارد، اما به روشی متفاوت. بیشتر گازهای محافظ خنثی هستند، که آنها را برای محافظت از فرآیند جوشکاری ایده آل میکند زیرا در شرایط شدید جوشکاری پایدار میمانند. آنها همچنین بسته به گاز مورد استفاده، جوش را به روشهای مختلفی پرورش میدهند، از جمله نفوذ بیشتر، سیالیت بیشتر در هنگام مذاب شدن، و سطح صافتر روی مهره.
گاز تصفیه: گازهای پاکسازی برای پوشاندن سطح زیرین مادهای که جوش میدهید به همان روشی که گاز محافظ انجام میدهد استفاده میشود و فقط جدا از فرآیند طبیعی جوش انجام میشود. در حالی که بالای یک اتصال را جوش میدهید، قسمت پایینی اتصال بسته میشود و جریانی از گاز وجود دارد که آن را تمیز میکند. این اغلب با اقلام فولاد ضد زنگ استفاده میشود، و میتواند همان نوع گاز یا گاز متفاوتی با آنچه در بالای اتصال استفاده میشود باشد.
گاز گرمایشی: جوشکاری خاصی مانند جوشکاری با گاز و لحیم کاری به گاز برای گرم کردن فلز یا میلههای پرکننده برای رسیدن به جوش نیاز دارد. این جایگزین نیاز به قوس میشود. انواع خاصی از جوشکاری نیاز به گرم شدن فلز قبل از جوشکاری دارد که این گاز برای آن استفاده میشود. گازی به سادگی سوختی است که با هوا یا اکسیژن مخلوط شده و با شعله روشن میشود تا فلز را گرم یا ذوب کند.
گاز پتویی: پتوکاری فرآیندی است که در آن مخازن و فضاهای محدود پس از تکمیل با گاز پر میشوند تا هوا و سایر آلایندهها به محصول نهایی آسیب نرسانند یا لکه نکنند. گاهی اوقات برای پر کردن کامل پروژههای تکمیل شده استفاده میشود. در مواقع دیگر، گاز به مخزن پر از هوا اضافه میشود و مخلوطی ایجاد میکند تا مخزن را در برابر سایر گازها یا واکنشها خالص نگه دارد.

دلایل استفاده از دی اکسید کربن در جوشکاری چیست؟
نفوذ مناسب: گاز محافظ دی اکسید کربن نفوذ بهتر اتصالات را فراهم میکند زیرا باعث افزایش ولتاژ قوس الکتریکی در حین جوشکاری میشود. به این ترتیب میتوانید نتایج خوبی برای نفوذ دیواره کناری و گوشه ای به دست آورید.
کم هزینه بودن: مزیت کم هزینه بودن، ارزش آن را در میان سایر گازهای محافظ افزایش میدهد. استفاده از محافظ دی اکسید کربن به جای اکسیژن، مانند اکسیژن اجازه اکسیداسیون در فلز جوش را نمیدهد. سنگینتر بودن، ویژگیهای محافظ بهتری را ارائه میدهد. اگرچه ارزانتر از آرگون و هلیوم است، اما نسبتاً کیفیت جوشکاری کمتری به دست میآید.
افزودنی اکسید کننده: به دلیل قوس در دمای بالا، دی اکسید کربن به مونوکسید کربن و اکسیژن تجزیه میشود که باعث اکسیداسیون میشود. در این مورد، کمی اکسید شدن ممکن است همراه با جوش GMA فولادهای کربنی باشد، با کاهش لکههای قطبی در طول فرآیند، تشکیل لکههای قطبی ممکن است باعث ایجاد قوس ناپایدار و پاشش در حین جوشکاری شود. در طول حالت انتقال اسپری، الکترودها به پایانههای مثبت (آند) منبع تغذیه و قطعه کار با منفی (کاتد) متصل میشوند، این نوع تنظیمات باعث ایجاد قطبیت معکوس میشود. اکسیداسیون ممکن است باعث کاهش اکسید کنندهها برای مواد مصرفی شود، به عنوان مثال، محتوای سیلیکون را میتوان کاهش داد، و در نتیجه، سرباره شیشهای (به رنگ سیاه) در جوش ایجاد میشود. بنابراین اکسیداسیون کنترل شده کلیدی برای دستیابی به نفوذ خوب، تعریف مهره جوش است. از سوی دیگر، دی اکسید کربن ممکن است با از بین بردن هر گونه ناخالصی موجود در اتصال، به ایجاد جریان و جلوگیری از تخلخل کمک کند.
ترکیب با گازهای دیگر: در حالت انتقال اسپری، دی اکسید کربن به تنهایی نتایج بهتری نمیدهد و ممکن است باعث پاشش شدید شود. با ایجاد ارتباط با گازهای دیگر، میتوان به منافع متقابل دست یافت. به عنوان مثال، در ترکیب با گازهای بی اثر (مانند آرگون)، انتقال صاف اسپری با تنظیمات ولتاژ پایین حاصل میشود و مشکل پاشش و ناپایداری قوس را از بین میبرد. همانطور که گفته شد دی اکسید کربن گاز متراکمتری است و قادر به محافظت از صدا است. با داشتن قابلیت جلوگیری از عیوب شدید جوش مانند آندرکات و در نتیجه مهرههای جوش پروفیل خوبی ساخته میشود.
ایمنی: ایمنی یکی دیگر از نگرانیهای محافظ دی اکسید کربن است. با این حال، رفتار تهدید آمیز مونوکسید کربن آزاد شده ممکن است خطرناک باشد. تهویه مناسب در محل کار گامی است که به منظور ایمنتر کردن روشها توصیه میشود.
زدودن زنگ: این گاز به از بین بردن زنگ موجود در مفصل کمک میکند. با واکنش با اکسیدها، زنگ زدگی را از بین میبرد و به این ترتیب سایر ناخالصیها نیز از بین میروند. علاوه بر محافظت در برابر جو، به جلوگیری از عیوب جوشکاری مانند تخلخل، عدم همجوشی، عدم نفوذ در فلز جوش نیز کمک میکند.
بهبود در سختی: در یک روش جوشکاری، ترکیب مناسب گازها و مواد مصرفی مناسب دغدغه اصلی برای ایجاد چقرمگی مورد نیاز در فلزات جوش است. دی اکسید کربن در ترکیب با گازهای دیگر نیز به افزایش چقرمگی جوش کمک میکند.
کاهش کشش سطحی: کشش سطحی موضوع دیگری در فولادهای کربنی است که باعث نفوذ کمتر میشود. جوش مذاب کشش سطحی بالایی به دست میآورد که با استفاده از گازهای بی اثر مانند هلیوم، آرگون و غیره قابل کاهش نیست. این امر دی اکسید کربن را در فولادهای کربنی استثناییتر میکند.
جوشکاری گازی شامل استفاده از یک مشعل شعله تغذیه شده با گاز برای گرم کردن قطعه کار فلزی و مواد پرکننده برای ایجاد جوش است. این گاز معمولاً مخلوطی از گاز سوخت و اکسیژن برای ایجاد شعله تمیز و داغ است. بسیاری از گازهای مختلف را میتوان به عنوان سوخت برای جوشکاری گاز استفاده کرد و برای تامین انرژی سیستم جوشکاری نیازی به برق نیست و در نتیجه یک روش ساخت قابل انعطاف و قابل حمل ایجاد میشود. تمام تکنیکهای جوشکاری گاز نیازمند تجهیزات ایمنی مناسب برای جوشکار و ذخیره گازهای جوشکاری است.
آیا استفاده از گاز در عملیات جوشکاری بی خطر است؟
تمامی گازهای مورد استفاده در جوشکاری با توجه به خصوصیات خود دارای خطرات منحصر به فردی هستند. در حالی که بیشتر آنها قابل اشتعال نیستند، هر گاز قابل اشتعال که در کارگاههای جوشکاری استفاده میشود باید با احتیاط شدید به خصوص استیلن برخورد شود. گازهای قابل اشتعال را به خوبی از محل جوشکاری خود دور نگه دارید مگر اینکه در حال استفاده از آنها باشید. هنگام استفاده از آنها، یک کپسول آتش نشانی در نزدیکی خود داشته باشید. در حالی که گازهای بی اثر به دلیل عدم اشتعال پذیری تهدید کمی دارند و با چیزی واکنش نشان نمیدهند، اگر برای مدت طولانی در یک فضای بسته جوشکاری انجام میدهید، ممکن است این امر باعث خفگی شود. اگر مجبور به جوشکاری در یک محیط بسته هستید، مطمئن شوید که اقدامات احتیاطی مناسب را در محل انجام دهید. ردیابهای گاز، فنهای استخراج، نقطه جوش، و استراحتهای منظم راههای بسیار خوبی برای به حداقل رساندن خطر هستند.

چرا از CO2 در جوشکاری استفاده میشود؟
جوشکاری MIG (GMAW) با گاز محافظ و یک الکترود سیم جامد، یک جوش تمیز و بدون سرباره را بدون نیاز به توقف مداوم جوشکاری از جایگزینی الکترود، مانند جوشکاری چوبی، ایجاد میکند. افزایش بهرهوری و کاهش پاکسازی تنها دو مورد از مزایای این فرآیند است. گاز محافظ میتواند نقش مهمی در بهبود یا ممانعت از عملکرد جوش داشته باشد. با این حال، برای دستیابی به این نتایج در کاربرد خاص خود، به درک نقش گاز محافظ و گازهای محافظ مختلف موجود و خواص منحصر به فرد آنها کمک میکند. هدف اصلی گاز محافظ جلوگیری از قرار گرفتن حوضچه جوش مذاب در معرض اکسیژن، نیتروژن و هیدروژن موجود در جو هوا است. واکنش این عناصر با حوضچه جوش میتواند مشکلات مختلفی از جمله تخلخل (سوراخ های درون مهره جوش) و پاشش بیش از حد ایجاد کند. گازهای محافظ مختلف همچنین نقش مهمی در تعیین پروفیلهای نفوذ جوش، پایداری قوس، خواص مکانیکی جوش تمام شده، فرآیند انتقال مورد استفاده شما و موارد دیگر دارند. انتخاب مواد مصرفی تورچ MIG که انتقال گاز محافظ ثابت و روان را ارائه میدهد نیز برای ایجاد جوشهای MIG موفق مهم است.
تورچ یا مشعل جوش MIG
تفنگ، تورچ یا مشعل جوشکاری از یک ماشه تشکیل شده است که جریان سیم و جریان را کنترل میکند. سیم توسط یک نوک مسی قابل تعویض هدایت میشود که مخصوص هر نوع کار جوشکاری طراحی شده است. نوکها در اندازههای مختلف هستند تا با قطر هر سیمی که هنگام جوشکاری استفاده میکنید مطابقت داشته باشد. به احتمال زیاد، این قسمت از فرآیند جوشکاری برای شما تنظیم شده است. قسمت بیرونی نوک تفنگ جوشکاری با یک کلاه سرامیکی یا فلزی پوشانده شده است که از الکترود محافظت میکند و جریان گاز را از نوک تفنگ دور می کند.
مخزن گاز در دستگاه جوش CO2 یا MIG
با فرض اینکه از جوشکاری محافظ با جوشکار MIG استفاده میکنید، یک مخزن گاز در پشت MIG وجود خواهد داشت. مخزن حاوی 100٪ آرگون یا مخلوطی از CO2 و آرگون است. این گاز در حین شکلگیری از جوش محافظت میکند. بدون گاز، جوشهای شما قهوهای، پراکنده و به طور کلی خیلی خوب به نظر نمیرسند. بنابراین شیر مخزن اصلی را باز کنید و از وجود گاز کافی در مخزن مطمئن شوید. سطح گاز در مخزن باید بین 0 تا 2500 PSI باشد و بسته به نوع تنظیم عملیاتی و نوع تفنگ جوشکاری مورد استفاده باید بین 15 تا 25 PSI تنظیم شود. قانون کلی خوب این است که تمام شیرها نیم دور یا بیشتر باز شوند. باز کردن شیر باعث شکستن آن نمیشود مگر اینکه مخزن تحت فشار زیاد باشد. منطق پشت این موضوع این است که اگر کسی نیاز به قطع سریع گاز در مواقع اضطراری داشته باشد، نیازی به صرف زمان برای بستن یک شیر کاملا باز ندارد. به نظر میرسد که این موضوع با آرگون یا CO2 چندان چالش برانگیز نیست، اما وقتی با گازهای قابل اشتعال مانند اکسیژن یا استیلن کار میکنید، میتوانید در مواقع اضطراری با مشکل مواجه شوید. پس از عبور سیم از غلتکها، به مجموعهای از شیلنگها که به تفنگ جوش منتهی میشوند، فرستاده میشود. شیلنگها دارای الکترود شارژ شده و گاز آرگون هستند.
نکات ایمنی جوشکاری CO2 یا MIG
از آنجایی که جوشکاری MIG گرمای زیادی و نور مضر تولید میکند، چندین مرحله وجود دارد که میتوانید برای محافظت از خود انجام دهید. نور تولید شده توسط هر نوع جوشکاری قوس الکتریکی بسیار روشن است. اگر از خود محافظت نکنید، مانند آفتاب چشم و پوست شما را میسوزاند. اولین چیزی که هنگام جوشکاری به آن نیاز دارید ماسک جوشکاری است. بهتر است از ماسک جوشکاری اتوماتیک تیره استفاده کنید. اگر فکر میکنید که زیاد با فلز کار خواهید کرد، ماسکها واقعاً مفید هستند. ماسکهای دستی طوری هستند که باید سر خود را پشت آن پنهان کنید یا باید از دست آزاد خود برای برداشتن ماسک استفاده کنید. همچنین ماسک اتوماتیک به شما این امکان را میدهد که از هر دو دست خود برای جوشکاری استفاده کنید و نگران ماسک نباشید. محافظت از دیگران در برابر نور را نیز در نظر بگیرید و در صورت امکان از صفحه جوش برای ایجاد محیط اطراف خود استفاده کنید. در واقع هر کس به این نور نگاه میکند باید از آن محافظت کند.
دستکش جوشکاری CO2
برای محافظت از خود در برابر پاشش فلز مذاب که از قطعه کار پرتاب میشود، دستکش و روپوش چرمی بپوشید. برخی از افراد دستکشهای جوشکاری نازک را دوست دارند زیرا میتوانند کنترل زیادی روی کار داشته باشند. این باید در جوشکاری TIG در نظر گرفته شود، اما با جوش MIG میتوانید هر نوع دستکشی را که با آن احساس راحتی می کنید بپوشید. چرم نه تنها از پوست شما در برابر گرمای جوشکاری محافظت میکند، بلکه از پوست شما در برابر اشعه ماوراء بنفش تولید شده توسط جوشکاری نیز محافظت میکند. اگر قرار است هر مقدار جوشکاری را برای بیش از یک یا دو دقیقه انجام دهید، باید آن را بپوشانید زیرا سوختگی اشعه ماوراء بنفش به سرعت اتفاق میافتد! اگر قرار نیست چرم بپوشید، حداقل نخی بپوشید. الیاف پلاستیکی مانند پلی استر و ابریشم در تماس با فلز مذاب ذوب میشوند و شما را میسوزانند. از کفشهای باز که پاهای شما را به طور کامل نمیپوشانند استفاده نکنید. فلز داغ اغلب مستقیماً روی زمین میافتد و پا را از طریق سوراخهای بالای کفش میسوزاند. فلز آب شده + پلاستیک ذوب شده از افتادن کفش روی پا خوشایند نیست. اگر کفش یا چکمه چرمی دارید، آن را بپوشید یا کفش خود را با چیزی غیر قابل اشتعال بپوشانید تا از این امر جلوگیری کنید. جوشکاری را در مکانی با تهویه مناسب انجام دهید از جمله خطرات جوشکاری بخارهای خطرناکی است که ایجاد میکند که نباید آن را استنشاق کنید. اگر میخواهید برای مدت طولانی جوشکاری انجام دهید، از ماسک یا ماسک تنفسی استفاده کنید.

با سیم جوش گیر کرده در دستگاه جوش CO2 چه کنیم؟
گاهی اوقات سیم پیچ آسیب میبیند و حتی اگر نوک، شیلنگ یا تفنگ باز باشد، کار نمیکند. به داخل دستگاه جوش خود نگاهی بیندازید. قرقره و غلتکها را بررسی کنید زیرا گاهی اوقات ممکن است سیم در آنجا گیر کند و شلنگ و تفنگ باید دوباره تنظیم شوند تا دوباره به درستی کار کنند. اگر این اتفاق افتاد، مراحل زیر را دنبال کنید.
- دستگاه را از پریز جدا کنید.
- چین را در قرقره پیدا کنید.
- سیم را با استفاده از سیم برش، برش دهید.
- سیمهای اضافی را از نوک تفنگ بکشید.
- به کشیدن ادامه دهید، مطمئناً زمان زیادی طول خواهد کشید.
- سیم را دوباره روی رول بپیچید.
- بررسی کنید که سیم به درستی دور رول پیچیده شده باشد.
اکنون دستگاه جوش را روشن کنید و ماشه تورچ را فشار دهید. کمی نگه دارید تا سیم از نوک تفنگ خارج شود. بسته به طول شلنگ ممکن است 30 ثانیه طول بکشد.
چرا آموزشگاه برق گستران
آموزشگاه جوشکاری co2 برق گستران یکی از بهترین آموزشگاههای برگزار کننده دورههای جوشکاری در کشور میباشد. برخی از مزایای شرکت در دوره آموزش جوشکاری CO2 آموزشگاه برق گستران که آن را از سایر آموزشگاهها متمایز میکند عبارتند از: آموزش جوشکاری CO2 زیر نظر اساتید متخصص، آموزش جوشکاری CO2 (جوشکاری MAG، MIG) به صورت عملی، آموزش جوشکاری CO2 در کارگاههای مجهز، دسترسی راحت برای جابه جایی به نقاط مختلف شهر، ارائه مدرک فنی و حرفهای معتبر، تمدید دوره آموزش جوشکاری CO2 به صورت رایگان در صورت عدم یادگیری، پشتیبانی نامحدود از زبان آموزان پس از اتمام دوره جوشکاری co2 و موارد دیگر از جمله مزیتهای برق گستران است.
جمع بندی
جوشکاری CO2 یکی از روشهای جوشکاری گاز محافظ است که از گاز CO2 برای محافظت از حوضچه جوشکاری استفاده میکند. استفاده از این گاز، فرآیند جوشکاری CO2 را بسیار مقرون به صرفه کرده و کاربردهای فراوانی را به خصوص در جوشکاری پروفیلهای فولادی به ارمغان آورده است. با این حال، اثرات نامطلوب سلامتی، یکی از بزرگترین چالشهای این روش است.
سوالات متداول
آیا دوره آموزش جوشکاری co2 دارای پیش نیاز است؟
خیر. تمامی مباحث دوره آموزش جوشکاری co2 در آموزشگاه برق گستران از 0 تا 100 از پایه تا پیشرفته و از مبتدی تا حرفه ای می باشد. بنابراین افرادی که هیچ گونه اطلاعتی در مورد فرایند جوشکاری co2 ندارد، می توانند در این دوره شرکت کنند و مهارت و دانش خود را در این زمینه افزایش دهند.
آیا یادگیری فرآیند جوشکاری co2 دشوار است؟
دقت داشته باشید تمامی نوع های جوشکاری پیچیدگی منحصر به فرد خود را دارند. اما جوشکاری co2 و الکترود دستی یا جوش برق فرایند پیچیده و دشواری نداشته و به راحتی قادر خواهید بود مباحث مهم این رشته را توسط اساتید ماهر آموزشگاه برق گستران فرا بگیرید.
آیا مدرک بین المللی جوشکاری co2 ارائه می کنید؟
دقت داشته باشید آموزشگاه برق گستران زیر نظر سازمان فنی حرفه ای کشور فعالیت می کند و دارای تمامی مجوز های لازم بوده است. بعد از سپری کردن دوره آموزش جوشکاری co2 مدرک خود آموزشگاه برای شما عزیزان صادر می شود. در صورتی که قصد کسب مدرک بین المللی سازمان فنی حرفه ای را داشته باشید، آموزشگاه شما را برای آزمون ثبت نام کرده و بایستی در آزمون سازمان فنی حرفه ای در امتحان عملی و تئوری حداقل نمره قبولی را کسب کنید. در نهایت مدرک این سازمان برای شما صادر خواهد شد

آموزش جوشکاری برق (SMAW)
هزینه دوره : 10.200.000 تومان
هزینه دوره با تخفیف: 7.800.000 تومان
20 ساعت مدت دوره

آموزش جوشکاری آرگون (TIG)
هزینه دوره : 11.100.000 تومان
هزینه دوره با تخفیف: 8.500.000 تومان
20 ساعت مدت دوره

کارشناسان ما همواره آماده پاسخگویی به شما هستند...
پاسخ : خیر، جهت رفاه حال کارآموزان ثبت نام به دو حالت تلفنی و حضوری انجام میشود که جهت هماهنگی با مشاوران ما تماس بگیرید.
پاسخ : برای عزیزانی که از شهرستان تشریف میآورند نزدیکترین خوابگاه به کارآموزان معرفی میشود.
پاسخ : دوره به صورتی برگزار خواهد شد که بعد از اتمام دوره کارآموزان میتوانند مستقیم وارد بازار کار شوند
پاسخ : تمام دورههای آموزشگاه برق گستران بصورت خصوصی، نیمه خصوصی و یا گروهی برگزار میشود، که کلاس های گروهی بین 4 تا 6 نفر میباشد.
پاسخ : زیرا دوره های عملی و کارگاه های مجهز و همچنین قیمت مناسب و مدرک معتبر برای تمام دوره ها دلیل خوبی است که به شما کارآموز محترم کمک میکند آموزشگاه ما را انتخاب نمایید. دلایل انتخاب برق گستران :مشاوره با اساتید با تجربه جهت راه اندازی معرفی به سازمان فنی حرفه ای جهت اخذ مدرک بعد از اتمام دوره دسترسی مناسب جهت تردد به ترمینال، مترو، BRT تجدید دوره در صورت عدم یادگیری پشتیبانی همیشگی آموزشگاه از کارآموزان در حین اجرا پروژه و کاراقامت در خوابگاه برای کارآموزان شهرستانی برگزاری کلاس ها در روزهای تعطیل و آخر هفته برای کارآموزان شهرستانی و شاغل ارائه جزوات و فایل های آموزشی تدریس شده در پایان دوره
کارشناسان ما همواره آماده پاسخگویی به شما هستند...
پاسخ:بسیاری از مباحث این دوره جوشکاری co2 ویژه بازار کار بوده و اگر بدرستی یاد گرفته باشید میتوانید به عنوان یک جوشکار co2 شروع به کار کنید.
پاسخ :خیر دوره جوشکاری co2 هیچگونه پیشنیازی ندارد.
پاسخ : بله دوره در کارگاه و به صورت عملی برگزار میشود.
پاسخ :فرایند جوشکاری به صورت اتوماتیک و نیمه اتوماتیک میباشد.

جوشکاری برنج
دسامبر 30, 2023
مشاهده جزییات
تفاوت جوش آرگون و Co2
آوریل 4, 2023
مشاهده جزییات
خال جوش یا جوش نقطه ای چیست و چه کاربردی دارد؟
ژانویه 14, 2023
مشاهده جزییات
0 تا 100 خطرات جوشکاری + روش های پیشگیری
ژانویه 7, 2023
مشاهده جزییات
خوشحال میشویم تا از نظر شما در رابطه با آموزش جوشکاری CO2 (جوشکاری MAG,MIG) آگاه شویم.