

در مبحث جوش اکثر ما بنام الکترود یا سیم جوش 7018 را شنیده ایم. یکی از رایج ترین روش هایی که هم اکنون در صنایع مختلف همچون خودروسازی، نظامی، کشتی سازی، لوله کشی و غیره جهت اتصال دو یا چند فلز کاربرد دارد، جوشکاری است. جوشکاری دارای ابزار و تجهیزات متعددی است که یکی از مهم ترین آنها الکترود جوشکاری یا سیم جوش می باشد که برای انجام هر گونه روش جوشکاری همچون تیگ، میگ و برق بسیار ضروری است.
اگر به حوزه جوشکاری علاقه دارید و مشتاق هستید در این حوزه مهارت و دانش کسب کنید، با شرکت در دوره های آموزش جوشکاری شرکت کرده تا زیر نظر اساتید ماهر صفر تا صد جوشکاری را فرا بگیرید. در ادامه مطلب از آموزشگاه برق گستران به انواع و کاربرد الکترود 7018 می پردازیم.
سیم جوش یا الکترود چیست؟
قبل از اینکه ویژگی و کاربرد الکترود 7018 را مورد بررسی قرار بدهیم، بهتر است در مورد سیم جوشکاری اطلاعاتی داشته باشیم. الکترود جوشکاری یا سیم جوش قطعه ای فلزی به شمار می رود که می توان توسط آن عملیات جوشکاری را انجام داد. الکترود جوشکاری از پوشش فلاکس تشکیل شده که جریان برق را به طور کامل از خود عبور داده و توسط آمپر تعیین شده، ذوب خواهد شد و در نتیجه خال جوش بر روی قطعه کار ایجاد می شود. سیم جوش دارای انواع گوناگونی می باشد که بر اساس جنس، پوشش و روش های ساخت تقسیم بندی می شود و برخی برای فلزهای مخصوصی مورد استفاده قرار می گیرند.
به طور کلی می توان سیم جوش را به دو دسته مصرف شدنی و یا مصرف نشدنی تقسیم بندی کرد. جالب است بدانید سیم های جوش در گذشته بدون روکش بودند در نتیجه هنگام عملیات جوشکاری گاز های محیط همچون اکسیژن وارد حوضچه جوش شده و سیم جوش به دلیل نداشتن روکش واکنش شیمیایی رخ داده و قطعه کار و مهره جوش شکننده و دارای ترک بوده که کیفیت قطعه کار را به شدت کاهش می دهد.
خوشبختانه در سال های اخیر برای محافظت از خال جوش، الکترودهای ساخته شده که دارای پوشش هستند و این روکش از گاز و موادی تشکیل شده است که در هنگام ذوب شدن اجازه ورود گازهای محیط به حوضچه جوش را نداده و در این صورت مهره جوش بی نقص خواهیم داشت. یکی از معروف ترین سیم جوشکاری الکترود 7018 و 6013 می باشد که در ادامه به ویژگی و کاربرد های مهم آن می پردازیم.

مطلب پیشنهادی: انواع عیوب جوشکاری کدام است؟
الکترود مصرفی
سیم جوش مصرفی معمولا نقطه ذوب پایینی داشته و در جوشکاری به روش MIG مورد بهره برداری قرار می گیرند. الکترود مصرفی از جنس فولاد نیکل و فولاد نرم است. حال ممکن است برای شما این سوال مطرح شود که چرا نام این نوع سیم جوش، الکترود مصرفی است؟ به طور ساده الکترود مصرفی در فرایند جوشکاری تمام می شوند. سیم جوش مصرفی نیز دارای دو نوع روکش دار و بدون روکش تولید و روانه بازار می شود.
الکترود مصرف نشدنی
برخلاف الکترود مصرفی، سیم جوش مصرف نشدنی حین عملیات جوشکاری تمام نمی شوند و به اصطلاح به این نوع سیم جوش نسوز نیز گفته می شود. این نوع الکترود در جوشکاری به روش آرگون یا تیگ کاربرد دارد. از مهمترین مزیت سیم جوش نسوز می توان به ذوب نشدن آن اشاره داشت و در نتیجه بعد از اتمام عملیات جوشکاری تیگ نیازی به تعویض آن نیست. سیم جوش نسوز در دو نوع کربن دار و تنگستن تولید و عرضه می شوند.
الکترود جوشکاری کربن دار همان طور که از اسمش پیداست از کربن و گرافیت ساخته شده و از حوضچه جوش در برابر گاز های موجود در محیط محافظت می کند. الکترود جوشکاری تنگستن نیز مقاومت بسیار بالایی دارد و در جوشکاری به روش تیگ مورد استفاده قرار می گیرد. اگر علاقه مند به حوزه جوشکاری هستید، توصیه می شود در دوره آموزش جوشکاری آرگون شرکت نمایید.
الکترود جوشکاری 7018
قبل از اینکه به ویژگی و کاربرد سیم جوش 7018 بپردازیم بهتر است با معنی اعداد و حروف E سیم جوش E7018 آشنا شویم. به طور کلی اولین و مهمترین نکته ای که در مورد هر الکترود جوشکاری بایستی بدانید، این است که اعداد آن نشان دهنده چه ویژگی هایی هستند و در چه مواقعی مورد استفاده قرار می گیرند. حروف انگلیسی E در اول نام تمامی الکترود جوشکاری وجود دارد و صرفا به معنای سیم جوش می باشد.
دو رقم اول یعنی 70 در این سیم جوش بیانگر استحکام کششی در قطعه جوش نهایی است. اکنون ممکن است برای شما این سوال مطرح شود که مقاومت کششی به چه معنایی است؟ مقاومت کششی به طور کاملا ساده مقدار تحمل یک ماده در برابر نیرو وارد شده است بدون اینکه جسم دچار تغییر شکل و یا هر گونه شکستگی شود. رقم سوم عدد 1 بیانگر وضعیت جوشکاری می باشد به این معنا که در تمام موقعیت ها و وضعیت های تخت، سرازیر و بالاسر این نوع سیم جوش قابل استفاده می شود.
در نهایت عدد 8 در سیم جوش 7018 به معنای برخی از ویژگی همچون پوشش کم هیدروژنی با مخلوطی از ترکیبات آهن می باشد. نکته مهمی دیگری که باید در مورد سیم جوش 7018 بدانید این است که این نوع سیم جوش DRAG است. به این معنی که در حین عملیات جوش بایستی الکترود را داخل تورچ قرار داده و به آرامی آن را در امتداد قطعه کار بکشید.
اکنون که با مشخصات الکترود 7018 آشنا شدید بهتر است با ویژگی و کاربرد آن نیز اطلاعاتی کسب کنید. الکترود 7018 یک سیم جوش قلیایی به شمار می رود که سبب می شود تا قوس نرم تر همراه با پاشش بسیار کم شکل گیرد. در صورتی که تنظیمات جوشکاری را به درستی معین کرده باشید، مهره جوش های شکل گرفته توسط الکترود 7018 بدون ترک، یکنواخت بوده و ظاهری تمیز و بدون بریدگی دارد. همان طور که گفته شد الکترود 7018 برای جوشکاری فولاد های کم آلیاژ با استحکام بالا بسیار موثر است و در جوشکاری آرگون (TIG) و Co2 (MIG) مورد استفاده قرار می گیرد. از سیم جوش 7018 بیشتر برای جوشکاری ریل های قطار بهره برداری می شود. لازم به ذکر است برای کسب نتایج بهتر در عملیات جوشکاری، الکترود 7018 در دمای 300 الی 350 درجه سانتی گراد با استفاده از کوره مخصوص جوشکاری به مدت 1 الی 2 ساعت خشک شود.
بنابراین در خلاصه سیم جوش 7018 به عنوان یک الکترود همه کاره یاد می شود که برای مبتدیان و افرادی که به تازگی وارد حوزه جوشکاری شده اند توصیه می شود. نکته دیگری که حائز اهمیت است میزان رسوب گذاری این نوع سیم جوش بر روی فلز زیاد می باشد. بنابراین بایستی الکترود را آهسته و نزدیک به سطح فلز هدایت کنید تا از ایجاد سرباره بیش از حد جلوگیری شود. همچنین توصیه می شود قبل از شروع عملیات سیم جوش خود را بررسی کنید، سطح الکترود بایستی تمیز و بدون هیچ گونه کثیفی باشد.
مرتبط بخوانید : 0 تا 100 خطرات جوشکاری + روش های پیشگیری
الکترود جوشکاری 7018
برخی از جوشکاران معتقد اند که الکترود ها ابزار جوشکاری هستند که می توان آنها را تقریبا در هر مکانی ذخیره و نگهداری کرد، چون که به هر حال در فرآیند جوشکاری مصرف و سوزانده می شوند. این نوع طرز فکر کاملا اشتباه است. دقت کنید برخی از سیم های جوش بایستی در شرایط آب و هوایی خاصی نگهداری شوند.
به عنوان مثال سیم جوشکاری 7018 به شدت به رطوبت و آب حساس است و اگر سیم جوش 7018 را در معرض آب و یا هوای بسیار مرطوب قرار دهید، حین جوشکاری مقدار زیادی آب و هیدروژن وارد حوضچه جوش شده و تمام فرآیند جوشکاری را مختل کرده و مهره جوش بی کیفیت خواهید داشت. بنابراین سعی کنید نه تنها الکترود 7018، بلکه تمامی سیم جوش های خود را داخل بسته بندی خود در مکانی خشک با دما هوا معتدل قرار دهید. همچنین نگهداری سیم جوش در دما بسیار سرد ممکن است حین عملیات جوشکاری سبب ترک خوردن سطح سیم جوش شود.

نحوه تنظیم کردن آمپر بر اساس قطر الکترود 7018 و فلز
یکی از سوالات متداول میان مبتدیان حوزه جوشکاری این است که به چه اساسی باید آمپر دستگاه جوش را به درستی تنظیم کرد که میزان نفوذ مهره جوش بیش از حد عمیق نباشد. عوامل متعددی مانند ضخامت فلز، اندازه و قطر سیم جوش و وضعیت جوشکاری تاثیر مستقیمی بر روی تنظیمات دستگاه جوش می باشد. توجه داشته باشید که تعیین و تشخیص میزان آمپر نیازی جهت جوشکاری، همیشه برای تمامی فلزات و الکترود ها یکسان نیست و بایستی با توجه به تجربه شخصی یا توجه به دستورالعمل های موجود، جهت تعیین میزان آمپر دستگاه اقدام کنید.
به عنوان مثال شما قصد دارید دو فلز را با استفاده از سیم جوش 7018 به یک دیگر جوش دهید. حال باید میزان آمپر مورد نیاز را تعیین کنید. به ازای هر 0.7 میلیمتر افزایش قطر سیم جوش، 30 آمپر باید تنظیم شود.
به جدول زیر توجه فرمایید :
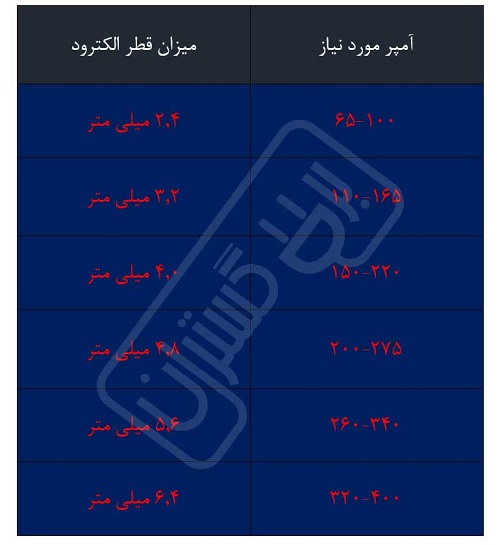
اکنون مورد بعدی که بایستی به آن توجه فرمایید ضخامت فلز و قطر سیم جوش است که در تعیین آمپر دستگاه جوش نقش به سزایی را ایفا می کند. به عنوان مثال اگر قصد جوش دادن فلزی با قطر 3.1 میلیمتر را دارید، باید سیم جوش شما 2.2 میلی متر قطر داشته باشد و بر اساس قطر سیم جوش میزان آمپر معین می شود.
توجه به جدول زیر خالی از لطف نیست.

علائم جوشکاری با آمپر پایین و بالا
از آنجایی که عملیات جوشکاری بسیار پیچیده است بایستی در انتخاب دستگاه جوش، الکترود، وضعیت جوش و نحوه تنظیمات دستگاه جوش به خوبی دقت داشته باشید از علائم جوشکاری با آمپر پایین می توان به موارد زیر اشاره داشت :
- چسبیدن سیم جوش به قوس الکتریکی
- صدای ناهماهنگ قوس
- مهره جوش به درستی و کامل ایجاد نمی شود
- گودال جوش بسیار باریک و کوچک است
- در عین حال جوشکاری با آمپر بسیار بالا می تواند علائم زیر را در پیش داشته باشد :
- مهره جوش خیلی پهن با نفوذ بسیار بالا
- مقادیر پاشش و سرباره بیش از حد
- قوس الکتریکی بسیار روشن تر از حد معمول می باشد
جوشکاری لوله با الکترود ۷۰۱۸
جوشکاری یکی از فنون مهم و حرفه ای در صنعت ساخت و ساز و تولید است. یکی از روش های پرکاربرد جوشکاری، جوشکاری لوله است که نیاز به تکنیک و تخصص خاصی دارد. الکترود ۷۰۱۸ یکی از الکترودهای متداول است که در جوشکاری لوله بکار می رود. جوشکاری لوله با الکترود ۷۰۱۸ یک فرآیند پیچیده است که نیازمند دانش و تجربه می باشد. به طور کلی، الکترود ۷۰۱۸ برای جوشکاری فولاد های کربنی و آلیاژی مورد استفاده قرار می گیرد. این الکترود دارای روکشی است که برای جلوگیری از ایجاد شکستگی در جوش استفاده می شود.
یکی از مزیت های استفاده از الکترود ۷۰۱۸ برای جوشکاری لوله، ویژگی های مکانیکی بالای آن است. این الکترود بسیار قوی است و می تواند با فشار ها و نیرو های بالا کنار بیاید. همچنین، الکترود ۷۰۱۸ دارای خواص ضد خوردگی است و می تواند لوله را در برابر عوامل خارجی محافظت کند. اما مهمترین چالش در جوشکاری لوله با الکترود ۷۰۱۸، بهبود کیفیت جوش و جلوگیری از عیب های جوش است. برای بهبود کیفیت جوش، لازم است دقت در انتخاب پارامتر های مناسب مانند جریان جوشکاری، ولتاژ و سرعت جوشکاری داشته باشیم. همچنین، لازم است با توجه به استاندارد های صنعتی و فنی، جوش ها را با دقت بررسی کرده و به عیوب و مشکلات آنها پی ببرید.
روش جوشکاری با الکترود 7018 نیز باید با دقت و تمرکز بالا انجام شود. مراحل اصلی این روش عبارتند از:
- آماده سازی؛ قبل از شروع جوشکاری، وسایل و تجهیزات لازم برای جوشکاری را آماده سازی کنید. از جمله وسایل مورد نیاز می توان به جوشکاری، ماسک جوشکاری، دستکش جوشکاری و عینک جوشکاری اشاره کرد.
- تمیز کردن قطعات مورد جوش؛ قطعاتی که قرار است جوش داده شوند، باید از هرگونه آلودگی و روغنیات پاک شوند. این کار باعث بهبود کیفیت جوش و اتصال بهتر قطعات می شود.
- تنظیم جریان الکتریکی و تیغه الکترود؛ برای جوشکاری با الکترود 7018، باید جریان الکتریکی را با دقت تنظیم کرده و تیغه الکترود را در زاویه مناسب قرار دهید. تمرکز بر دقت در این مرحله، بسیار مهم است.
کاربرد الکترود ۷۰۱۸
در حوزه جوشکاری، استفاده از الکترود مناسب و حرفه ای بسیار مهم است. الکترود ۷۰۱۸ یکی از الکترودهایی است که در زمینه جوشکاری بسیار کاربرد دارد. الکترود ۷۰۱۸ یک نوع الکترود فلزی است که با پوششی از سیلیکات سدیم می باشد. این پوشش به عنوان یک عایق حرارتی عمل کرده و الکترود را در برابر اکسیداسیون و خوردگی محافظت میکند. الکترود ۷۰۱۸ دارای سیم جوشکاری آهن ریز میباشد که امکان جوشکاری جوش قوی را فراهم میکند.
الکترود ۷۰۱۸ برای جوشکاری فولادهای کربنی و ترکیبی با مقاومت بالا به کار می رود. این الکترود قابل استفاده برای جوشکاری تیوب، گلوله و قطعات جوش شده نیز است. با استفاده از الکترود ۷۰۱۸، جوشکاران قادر خواهند بود تا جوشهایی با دوام و استحکام بالا در پروژههای صنعتی ایجاد کنند. علاوه بر این، این الکترود مخصوصاً در تعمیرات و تعویض قطعات در صنایع سنگین، نفت و گاز، ساختمانی و خودروسازی از کاربرد وسیعی برخوردار است. از ویژگی های برجسته سیم جوش ۷۰۱۸ می توان به استحکام بالا، جذب کمتر خاک و رطوبت در طول جوشکاری و ایجاد جوش با کیفیت اشاره کرد.
مشخصات الکترود ۷۰۱۸
در عالم صنعت و ساختمان، به دنبال مواد و تجهیزات با کیفیت و قابلیت بالا هستیم تا در هنگام انجام پروژه هایی بتوانیم از کارایی و عملکرد بهینه برخوردار شویم. دو عامل اصلی در موفقیت این پروژه ها، کیفیت مواد مصرفی و تجهیزات است. الکترود ۷۰۱۸ یکی از الکترود هایی است که با مشخصات حرفه ای و عملکرد بالا برای صنعت و ساختمان بسیار مناسب است. در زیر، مشخصات این الکترود را بررسی خواهیم کرد.
- الکترود ۷۰۱۸ پوشش دار می باشد که برای جوشکاری فولاد های کربنی و پایه های کروم و مولیبدنی مورد استفاده قرار می گیرد.
- آرماتورها، سازه های فلزی، لوله ها و شیر های صنعتی از جمله قطعاتی هستند که با الکترود ۷۰۱۸ جوشکاری می شوند.
- این الکترود دارای خاصیت عملکرد عالی در استحکام قابل رقابت با تنش های زیاد است.
- با داشتن پوشش فلزی مناسب بر روی الکترود، مقاومت الکترود در برابر سایش و سایر آسیبهای مکانیکی بالا میرود.
- الکترود ۷۰۱۸ از آهن مسیری پیچیده کاندود داغ گستردهای استفاده میکند که به دلیل ترکیب فلز جوشکاری و فرآیند تولید دقیق ، خواص جوشکاری بسیار عالی را به خود اختصاص می دهد.
- قوس تولیدی توسط این الکترود آرامتر و پایدارتر است که نتیجهای با کیفیت به دست میدهد.
- این الکترود قابلیت استفاده در صنعتهای نفت و گاز ، ساختمان و عمران، خودروسازی، تعمیرات صنعتی و کشاورزی را دارد.

دمای پخت الکترود ۷۰۱۸
دمای پخت الکترود ۷۰۱۸ یکی از عوامل مهم در فرایند جوانه زنی و رنگ دادن به اتصالات جوشکاری است. نگرانی همیشگی جوشکاران، به دست آوردن نتیجه ایده آل از جوشکاری است که علاوه بر استحکام فیزیکی، ظاهری زیبا و بدون عیب نهایی اتصالات جوشی را فراهم کند. در نوعی از جوشکاری، الکترود ۷۰۱۸ عموما استفاده می شود. این الکترود برای جوشکاری فولاد های کربنی با کارایی بالا شناخته شده است.
یکی از عواملی که به تولید نتایج مطلوب کمک میکند، دمای پخت الکترود است. دمای پخت الکترود به معنای دمایی است که الکترود باید به آن درآید تا در زمان جوشکاری بهترین عملکرد را ارائه دهد. تنظیم دمای پخت الکترود ۷۰۱۸ به صورت دقیق و بر اساس نیاز های جوشکاری، می تواند به طور قابل توجهی بر کیفیت جوش تاثیرگذار باشد. در عمل، توصیه می شود که دمای پخت الکترود ۷۰۱۸ بین ۷۰۰ تا ۷۵۰ درجه سانتیگراد باشد. این محدوده دمایی بهطور عمومی مناسب است ولی برای بهترین نتیجه، توصیه میشود که دمای پخت براساس نوع فلز قابل جوشکاری، ضخامت و نوع اتصال مشخص شود.
جمع بندی
در این مطلب به صفر تا صد الکترود 7018 پرداختیم. کاربرد، مزایا و معایب سیم جوش 7018 را بر شمردیم و روش استفاده از این الکترود برای جوش لوله را آموزش دادیم.
جوشکاری فرایند بسیار پیچیده اما در عین حال شیرین می باشد. از آنجایی که این حرفه دشوار بوده و باید علاوه بر رعایت کردن نکات ایمنی، بر روی موضوعاتی همچون تعیین دقیق آمپر و قطر الکترود تسلط کافی داشته باشید، جهت وارد شدن به این حرفه حتما در دوره های آموزش جوشکاری آموزشگاه برق گستران شرکت کنید تا صفر تا صد تمامی فوت و فن جوشکاری را در کوتاه ترین زمان فراگیرید.






