آموزش جوشکاری آرگون (TIG)

آموزش جوشکاری آرگون از دیگر دوره های جوشکاری در آموزشگاه برق گستران است. دوره جوشکاری آرگون (TIG) که در صنعت با نام جوشکاری آلومینیوم هم شناخته میشود به دلیل تنوع عملکرد و ظاهر خوبی که برای فلز جوش به وجود میآورد، توانسته به خوبی جای خود را در صنعت باز کند.
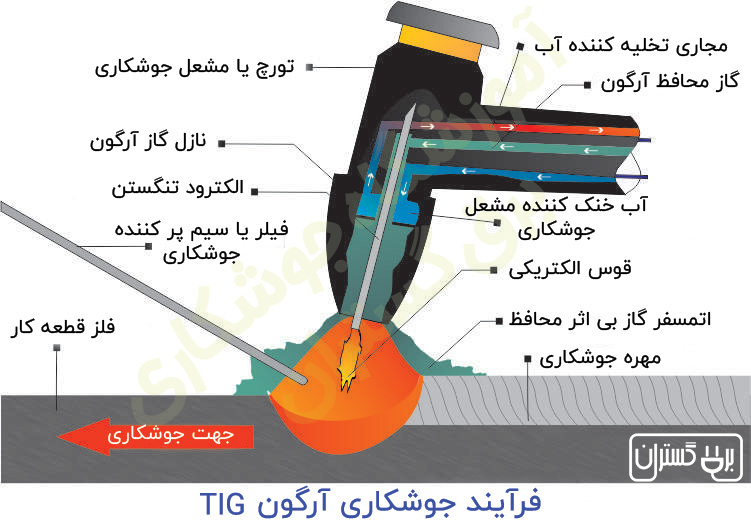
جوش آرگون یکی از روشهای جوشکاری قوسی میباشد که در آن دو قطعه توسط حرارتی که از قوس الکتریکی بین الکترود تنگستنی و قطعه کار به وجود میآید به هم متصل میشوند. در این روش جهت محافظت از حوضچه مذاب از گاز محافظ آرگون استفاده میشود. کاربرد این نوع جوشکاری در فلزات رنگین، جوشکاری لولهها و مخازن و ورقهای نازک میباشد.
با توجه به کاربردی بودن جوش آرگون و تخصصی بودن آن آموزشگاه برق گستران دوره آموزش جوشکاری آرگون فنی حرفهای را در تهران و زیر نظر اساتید برجسته بازار کار برگزار می کند. در دوره جوشکاری آرگون هنرجو به صورت عملی با جوشکاری آرگون آشنا شده و در پایان دوره جوشکاری آرگون به عنوان یک جوشکار حرفه ای در این زمینه می تواند شروع به کار کند.
نام دیگر دوره جوشکاری آرگون، جوشکاری قوس تنگستن محافظ گاز است. توسط جوشکاری آرگون (تیگ) می توانیم فلزاتی همچون مس، برنج، منیزیم، تیتانیوم، آلومینیوم، فولاد ضد زنگ، کربن و فولاد آلیاژی و همچنین فلزات غیرآهنی را به راحتی جوش داد. جوشکاری تیگ یا آرگون از کیفیت جوش بالایی برخوردار است و استفاده از آن در صنعت به دلیل تکنیک بالای آن بسیار رایج شده است. از آنجایی که در این نوع جوشکاری از گاز آرگون استفاده میشود، به آن جوش آرگون نیز میگویند. برای اتصال دو فلز در این جوش از مشعل و فلز پرکننده استفاده میشود. در نهایت اگر قصد دارید با تمامی فرآیند مهم جوشکاری یعنی جوشکاری آرگون، جوشکاری co2 و جوش برق مهارت کسب کنید، می توانید در دوره آموزش جوشکاری شرکت کرده و در یک دوره با سه فرآیند پرکاربرد جوش ذوبی آشنا شوید.
سرفصل های آموزش جوشکاری آرگون (TIG)
 ثبت نام
آموزش جوشکاری آرگون (TIG)
ثبت نام
آموزش جوشکاری آرگون (TIG) پس از ثبت نام جهت رزرو یا مشاوره با شما تماس گرفته خواهد شد.
ثبت نام در لندینگ جوشکاری
- روزساعتتاریخ
- شنبه الی چهارشنبه15 الی 171403/05/06
- شنبه الی چهارشنبه17 الی 191403/05/20
- شنبه الی چهارشنبه9:30 الی 121403/06/05
- شنبه الی چهارشنبه15 الی 171403/06/24

تجدید دوره آموزشی در صورت عدم یادگیری کارآموزان در پایان
تمامی مراحل آموزش به صورت عملی در کارگاه مجهز برگزار می گردد
اقامت در خوابگاه آموزشگاه برای کارآموزان شهرستان
برگزاری دوره های آموزشی تعمیرات موبایل در روزهای تعطیل برای افراد شاغل
پشتیبانی بصورت نامحدود کارآموزان پس از اتمام دوره های آموزشی
دسترسی مناسب برای تردد به ترمینال، مترو، BRT و قسمت های مختلف شهر
برگزاری دوره ها با تعداد نفرات کمتر در کلاسها برای بالا بردن کیفیت آموزش
معرفی به سازمان فنی و حرفه ای برای اخذ مدرک پس از اتمام دوره گوهرشناسی
جوشکاری آرگون یا جوش تیگ TIG چیست؟
در جوشکاری آرگون یا TIG (گاز بی اثر تنگستن)، از گاز آرگون در فرآیند جوشکاری استفاده میشود. گاز آرگون گازی غیر سمی است که به مقدار کم در جو زمین وجود دارد و مانند اکسیژن در آب محلول است. آرگون به دو صورت مایع و گاز وجود دارد. گاز آرگون به صورت سیلندرهای تحت فشار حمل میشود. برخی از دستگاههای جوشکاری از ترکیب گاز آرگون و هلیوم برای افزایش سرعت جوش استفاده میکنند. جوشکاری با گاز بی اثر تنگستن یا جوشکاری قوسی تنگستن یکی از مهمترین و پرکاربردترین روشهای جوشکاری در صنایع پتروشیمی، نظامی، هوانوردی، نیروگاه ها و سایر صنایع می باشد. این نوع جوش در ایران با نام اختصاری جوشکاری آرگون شناخته می شود. البته دلیل این نام گذاری استفاده از گاز آرگون به عنوان گاز محافظ در این جوشکاری است.
جوشکاری گاز محافظ آرگون که به اختصار جوشکاری تیگ نامیده میشود، یکی از پرکاربردترین روشهای جوشکاری در ایران و جهان است که در صنایعی مانند نفت، گاز، پتروشیمی، هوانوردی و حتی در کارگاههای کوچک کاربرد دارد. برای دوره آموزش جوشکاری آرگون در آموزشگاه جوشکاری آرگون برق گستران با شماره درج شده در سایت تماس حاصل فرمایید. همه ما می دانیم که آموزش جوشکاری آرگون در بین صنایع دیگر نقش مهمی دارد. بازار این صنعت هر روز در حال توسعه است و نیازمند تکنسینهای حرفهای و مجرب و به روز با آخرین متدهای جهانی است. کارگران این رشته بازار کار خوبی دارند و همیشه فعال هستند. اگر هنوز رشته فنی خود را انتخاب نکرده اید و علاقه مند به یادگیری دوره جوشکاری آرگون هستید پیشنهاد میکنیم در دوره آموزش جوشکاری آرگون که در کلاس جوشکاری آرگون در تاریخ مشخصی برگزار می شود ثبت نام کنید. برای کسب اطلاعات بیشتری در مورد فرایند این نوع جوشکاری ذوبی، می توانید به مقاله جوشکاری آرگون مراجعه کنید.
مرتبط بخوانید: تفاوت جوش آرگون و Co2
با شرکت درکلاس جوشکاری آرگون برق گستران به راحتی وارد بازار کار شوید و کسب در آمد کنید!
آموزش جوشکاری آرگون (TIG) فنی حرفه ای
جوشکاری تیگ (Tungsten inert gas) یا جوشکاری قوس تنگستن تحت پوشش گاز محافظ آرگون، یکی از مهمترین و دشوارترین روش های جوشکاری به شمار می رود که در صنایع بزرگ و کوچک همچون پتروشیمی، کشتی سازی، هوایی، نظامی، لوله کشی، نیروگاه برق و سایر موارد کاربرد بسیار حیاتی دارد. از آنجایی که در فرایند جوشکاری تیگ از گاز آرگون استفاده می شود، این نوع جوشکاری در ایران به نام جوشکاری آرگون نیز معروف می باشد. حال ممکن است این سوال برای شما مهارت آموزان عزیز مطرح شود که چرا جوشکاری آرگون بسیار دشوار تر از سایر روش های جوشکاری می باشد؟ دقت داشته باشید در فرآیند جوشکاری آرگون بایستی علاوه بر تنظیم صحیح آمپر، انتخاب الکترود بر اساس نوع جریان و نوع فلز به موارد ایمنی نیز دقت داشته باشید. همان طور که گفته شد جوشکاری آرگون یک حرفه پیچیده بوده و بایستی مباحث مهم این رشته را به صورت اصولی از پایه توسط فردی ماهر آموزش ببینید. آموزشگاه برق گستران با سال ها فعالیت در زمینه آموزش انواع جوشکاری همچون آرگون (TIG)، جوش Co2 یا MIG و جوش برق یکی از بهترین آموزشگاه ارائه دهنده دوره های آموزشی جوشکاری به شمار می رود که تمامی مباحث دوره های جوشکاری در کارگاه مجهز به تجهیزات ایمنی و انواع دستگاه های جوش AC و DC توسط اساتید ماهر و آشنا به بازارکار برگزار می شود. هنرجویان در این دوره با تمامی مباحث مهم جوشکاری آرگون به صورت عملی از پایه تا پیشرفته از مبتدی تا حرفه ای آشنا شده و با کسب نمره قبولی در امتحان پایان دوره با مدرک معتبر سازمان فنی حرفه ای وارد بازار کار می شوند.
مطلب پیشنهادی : انواع وضعیت مهم در جوشکاری لوله ای و صفحه ای

تجهیزات مهم جوشکاری آرگون
- منبع تغذیه یا دستگاه جوش (اینورتر جوشکاری)
- سیلندر گاز محافظ
- الکترود تنگستن
- تورچ یا مشعل جوشکاری
- سیم جوش یا سیم پر کننده (فیلر)
- شیلنگ و بست های گاز
- کابل های اتصال
- لباس ضد حریق و عینک مخصوص جوشکاری
دستگاه جوش: اولین و مهمترین تجهیزات جوشکاری که با عملکرد آن به طور کاملا در کلاس آموزش جوشکاری آرگون آشنا می شوید، اینورتر جوشکاری یا منبع تغذیه می باشد. دستگاه جوش می تواند از هر دو نوع مولد برق جریان مستقیم DC و جریان متناوب AC استفاده کند. حال ممکن است برای شما این سوال پیش آید که تفاوت بین جوشکاری AC و DC در چیست؟ دقت داشته باشید جریان برق در اکثر عملیات جوشکاری DC می باشد زیرا جریان DC برای جوش دادن فلزات نازک، برای جوش انواع فولاد ضد زنگ و جلوگیری از سرباره زیاد گزینه مناسبی می باشد. اما جریان برق AC تنها برای جوش دادن آلومینیوم کاربرد دارد زیرا نفوذ عمیق تری بر روی سطوح فلزات ایجاد می کند. بر خلاف جریان DC، جریان AC از جوشکاری موادی که دارای میدان مغناطیسی هستند بدون از دست دادن جهت قوس که می تواند منجر به دمیدن قوس شود، پشتیبانی می کند.
سیلندر گاز محافظ: یکی دیگر از تجهیزات مهم جوشکاری آرگون، کپسول فلزی حاوی گاز محافظ یا Shielding gas می باشد که وظیفه محافظت از حوضچه جوش در برابر هوا آزاد محیط را بر عهده دارد. میزان فشار گاز داخل کپسول بین 150 تا 200 بار است.
تورچ یا مشعل: مشعل یا تورچ جوشکاری یکی از ابزار مهم جوشکاری تیگ به شمار می رود که در انواع و اشکال مختلف تولید می شود. جریان برق از رکتیفایر به کمک کابل اتصال به سمت الکترود تنگستن و گاز محافظ را انجام می دهد. در حین عملیات جوشکاری برای خنک کردن تورچ از آب استفاده می کنند.
سیم جوش یا فیلر: سیم جوشکاری یا سیم پرکننده با هدف ایجاد اتصال بین دو قطعه فلز در جوشکاری تیگ کاربرد دارد. طول این سیم ها بین 61 تا 91 سانتی متر بوده و به صورت کلاف وارد بازار می شوند.
بیشتر بخوانید : مهمترین تجهیزات جوشکاری تیگ کدامند و چه کاربردی دارند؟
مهمترین مزایای جوشکاری آرگون یا TIG
جوشکاری تیگ یا جوش آرگون با استفاده از دستگاه پیشرفته مزایای زیادی دارد که در صنایع بزرگ و کوچک کاربرد فراوانی دارد و طرفداران زیادی دارد. مواردی از مزایای آن به شرح زیر است:
- جوشکاری به طور دقیق و تمیز انجام میشود.
- جوشکاری طولانی مدت امکان پذیر است.
- در حین کار هیچ گونه جرقه و دود ایجاد نمیشود و نیازی به تمیز کردن نیست.
- جوش با کیفیت بالا ساخته میشود.
- مواد مذاب به مقدار کم اسپری میشود.
- امکان اتصال قطعات نرم و ظریف وجود دارد.
- برای اتصالات ظریف در کارهای تزئینی مناسب است.
- جوشکاری ورقهای فلزی در تمامی شرایط با کیفیت بالا امکان پذیر است.
معایب جوشکاری آرگون
تنظیمات جوشکاری تیگ: همان گونه که در ابتدا به آن اشاره کردیم، جوشکاری تیگ برای جوش دادن طیف گسترده ای از فلزات کاربرد دارد. اما اگر به تازگی وارد این حوزه شده اید و مهارت و تجربه کافی ندارید، راه سختی را پیش دارید. دقت داشته باشید هر نوع فلز از نظر جنس و ضخامت دارای تنظیمات منحصر به فرد خودش است. به عبارت دیگر نوع جریان برق بایستی بین AC و DC ، قطر الکترود، نوع الکترود و میزان آمپر تعیین شود که این نوع تنظیمات همیشه یکسان نبوده و برای جوش دادن فلزات مختلف بایستی با توجه به نوع و ضخامت فلز تنظیمات اعمال شود. مورد دیگری که در عملیات جوشکاری آرگون بسیار حائز اهمیت میباشد داشتن تمرکز و تسلط کافی است. شما باید در یک دست تورچ و در دستی دیگر سیم پر کننده جوش یا فیلر را در یک خط مستقیم هدایت کنید، به گونه ای که فاصله تورچ و فیلر از سطوح فلز بایستی بسیار اندک باشد.
عوارض جانبی خطرناک جوشکاری: همانطور که میدانید تمامی رشته های جوشکاری دارای عوارضی هستند که با رعایت نکات ایمنی، این نوع عوارض به حداقل می رسد. بنابراین سعی داشته باشید هنگام عملیات جوشکاری از ماسک، عینک مخصوص جوشکاری و لباس ضد حریق استفاده کنید. یکی از رایج ترین عوارض جانبی جوشکاری آرگون، برق زدگی چشم می باشد. برق زدگی چشم زمانی رخ می دهد که چشم شما در معرض نور شدید قوس الکتریکی قرار بگیرد که همراه با درد، سوزش شدید، قرمز شدن و درد در ناحیه چشم می باشد. از این رو اگر عملیات جوشکاری حتی یک دقیقه به طول می انجامد، حتما از عینک مخصوص جوشکاری استفاده نمایید.
از عوارض کوتاه مدت جوشکاری آرگون می توانیم به مواردی همچون التهاب ریه، کاهش حجم ریه، مشکلات قلبی، مشکلات گوارشی، کاهش شنوایی و سایر موارد اشاره داشت که با رعایت نکات ایمنی تمامی عوارض جانبی جوشکاری آرگون به صفر می رسد. اما یکی از عوارض بلند مدت جوشکاری آرگون درد عضلات و کمر درد است. همانطور که میدانید در جوشکاری آرگون همیشه وضعیت و پوزیشن فلز در حالت تخت 1G یا 1F نیست. بنابراین ممکن است در پروژه ای ساعت ها در حال جوش سربالا باشید. از این رو توصیه می شود بین عملیات جوشکاری همیشه وقفه ای ایجاد کرده و کمی استراحت کنید. پیوسته بودن عملیات جوشکاری در وضعیت های دشوار در طولانی مدت ممکن است سبب کمر درد و مشکلات جدی تری شود. با در نظر گرفتن موارد گفته شده و رعایت تمامی نکات ایمنی جوشکاری، می توانید سال ها بدون مشکل در این حرفه مشغول باشید.
مهاجرت پس از شرکت در کلاس جوشکاری آرگون چگونه است؟
بازار کار برای دوره جوشکاری آرگون در اروپا و کانادا عالی است. این کشورها اغلب صنعتی هستند و به همین دلیل مهاجرت به آنها با مهارت بالا بسیار آسان است. در کشورهای شرق آسیا شرایط برای دریافت نیروی فنی خوب است اما درآمد آنها در مقایسه با کشورهای صنعتی و اروپایی کمتر است. اگر قصد مهاجرت به کشورهای اروپایی از طریق دوره جوشکاری آرگون را دارید، بهتر است بعضی از مهارتها را نیز داشته باشید. به طور کلی رشته جوشکاری در چند دهه گذشته به یکی از مهمترین حرفه در اکثر کشورهای توسعه یافته تبدیل شده است. شما می توانید با شرکت در دوره آموزش جوشکاری آرگون علاوه بر کسب مهارت و دانش در این حوزه در صورت کسب نمره قبولی در امتحان پایان ترم با مدرک معتبر بین المللی سازمان فنی حرفه ای برای مهاجرت به کشور های دیگر اقدام کنید.
درآمد دوره جوشکاری آرگون

با توجه به اینکه تعداد متخصصین دوره جوشکاری آرگون محدود است و تقاضا برای دوره جوشکاری آرگون هر روز بیشتر می شود، دستمزد جوشکاران آرگون رو به افزایش است به طوری که قراردادهای جوشکاری تیگ در سال 1401 به 30 میلیون تومان رسید. نکته مهم اینکه درآمد جوشکاران آرگون بستگی به محل کار، نوع سازه ها و میزان تجربه و تخصص جوشکار آرگون دارد. هر چه زمینه های کاری سخت تر باشد، جوشکار با تجربه و ماهرتر باشد و هر چه جوشکار به فرآیندهای دیگر مانند آموزش جوشکاری برقی و آموزش جوشکاری CO2 تسلط داشته باشد، قطعا سطح درآمد او بالاتر خواهد بود و با افزایش قابل توجهی همراه خواهد بود. . با یادگیری این مهارت پرکاربرد، پس از پایان دوره جوشکاری آرگون وارد بازار کار خواهید شد و با توجه به اینکه در کلاس جوشکاری آرگون مهارت و تجربه کافی کسب کرده اید، در نتیجه اعتماد به نفس بالایی دارید و می توانید از پس پروژه های سنگین در آرگون برآیید. در دوره جوشکاری آرگون فقط با شرکت در یک کلاس جوشکاری آرگون می توانید این مهارت ها را به دست آورید.
با شرکت در دوره جوشکاری آرگون برق گستران و آموزش مهارت های لازم به راحتی کسب در آمد کنید
بازار کار دوره جوشگاری آرگون چگونه است؟
جوشکاری آرگون یکی از پر رونق ترین مشاغل است. بنابراین می توان گفت شغل مورد نظر از مهمترین مشاغل فنی و صنعتی است. البته چنین شغل مهم و حیاتی بازار کار پردرآمد و عالی دارد. دوره جوشکاری آرگون معمولاً در واحدهای تولیدی و صنعتی مانند نفت، پتروشیمی، گاز، مهندسی و غیره بسیار حائز اهمیت است و جوشکاران با مهارت خود می توانند به راحتی در صنایع مذکور به کار گرفته شوند. همچنین برای کارهایی مانند ساخت ماشین آلات کشاورزی، ساخت در و پنجره، کمد و کابینت و پولیش ماشین به جوشکار نیاز است. به همین دلیل بازار کار در زمینه دوره جوشکاری آرگون بسیار گسترده است و اغلب به دلیل شباهت انواع جوش به یکدیگر، جوشکاران فرصتهای زیادی برای ادامه و گسترش کار خود دارند. جوشکاران با توجه به مهارتهای خود به عنوان کارگر، سرکارگر، مدیر مغازه و غیره فعالیت می کنند. به طور کلی جوشکاری یکی از مشاغلی است که در صنایع مختلف مورد نیاز است. بنابراین بازار کار و آینده خوبی برای جوشکاران وجود دارد. اگر علاقمند به آموزش جوشکاری آرگون هستید آموزشگاه برق گستران با برگزاری دوره آموزش جوشکاری آرگون با بهترین اساتید و مجهزترین کارگاه ها شما را در راه رسیدن به خواسته هایتان همراهی می کند. با توجه به بازار کار و درآمد دوره جوشکاری آرگون این رشته یکی از پرطرفدارترین رشته های فنی می باشد.
بیشتر بخوانید: با انواع جوشکاری آشنا شوید!
موارد استفاده و کاربرد جوشکاری آرگون
جوشکاری آرگون در اتصال لولهای تحت فشار کاربرد فراوانی دارد. از این روش جوشکاری برای جوشکاری صفحات نازک و بسیار ظریف استفاده می شود. تنها کسی که می تواند از جوش آرگون استفاده کند که یک جوشکار مجرب و آموزش دیده است که مهارت های لازم را در دوره جوشکاری آرگن کسب کرده است.. این حرفه به مهارت و تجربه بالایی نیاز دارد. رایج ترین موارد استفاده از آرگون جوشکاری مس و جوشکاری آرگون آلومینیوم است. جوشکاری گاز آرگون در صنایع پتروشیمی، دریایی و تجهیزات نظامی کاربرد دارد.
تاریخچه جوشکاری آرگون
پس از کشف قوس الکتریکی پالس کوتاه در سال 1800 توسط همفری دیوی و قوس الکتریکی پیوسته در سال 1802 جوشکاری قوس رفته رفته در حال توسعه بود. در سال 1890 ایده جوشکاری با استفاده از گاز بی اثر در ذهن اکثر جوشکاران بود اما جوشکاری مواد غیر آهنی همچون آلومینیوم و منیزیم تا قرن 20 میلادی غیر ممکن بود زیرا فلزات به سرعت با هوا واکنش نشان دهد و مهره جوش های شکل گرفته منجمد می شدند. در نهایت در اوایل دهه 1930 قبل از جنگ جهانی دوم جوشکاری به روش تیگ رواج یافت و نقش بسزایی در جنگ جهانی دوم ایفا کرد. از جوشکاری تیگ با استفاده از گاز هلیوم در کشتی سازی و ساخت انواع هواپیما نظامی استفاده می شد.
خطرات جوشکاری آرگون

از آنجایی که جوشکاری آرگون با گاز های هلیوم و آرگون صورت می گیرد داشتن چندین سیلندر گاز موجود در کارگاه جوشکاری حیاتی است. اما دقت داشته باشید سیلندرهای گاز می تواند به طرز وحشتناکی خطرناک باشند. به عنوان مثال، اگر به صورت تصادفی منجر به افتادن سوپاپ و خاموش شدن سوپاپ شوید، سبب می شود تا مخزن گاز به سرعت داخل کارگاه پرتاب شود. یا اگر سیلندر گاز به هر دلیلی دچار پوسیدگی شود، ممکن است منجفر شده و صدمات جدی با کارگاه شما وارد کند. از این رو توصیه می شود مخازن آرگون را در مکانی بسته و به زمین محکم وصل کنید تا در صورت باز شدن تصادفی سوپاپ منجر به وارد شدن صدمات احتمالی نشود. مورد بعدی که می تواند سلامت جوشکار را در عین عملیات جوشکاری به خطر بیندازد دود و گازهای ناشی از جوشکاری می باشد. اگر همیشه در محیط بسته مشغول به جوشکاری هستید، بهتر است از سیستم تهویه هوا خوبی برخوردار باشید. علاوه بر این مورد سعی کنید همیشه در طول عملیات جوشکاری دستکش، لباس ضد حریق و کلاه مخصوص جوشکاری را پوشیده باشید تا عوارض و خطرات ناشی از جوشکاری آرگون همچون برق گرفتگی، آتش سوزی و موارد دیگر به طور چشمگیری کاهش پیدا کند. توجه داشته باشید شغل جوشکاری بدون در نظر گرفتن نکات ایمنی بسیار خطرناک می باشد. همچنین توصیه می شود در مکان هایی مشغول به جوشکاری آرگون باشید که رطوبت هوا کمتر باشد و آب در نزدیکی محیط کار شما وجود نداشته باشد. زیرا وجود آب کنار محلی که در حال جوشکاری هستید، ممکن است حادثه ساز باشد.
از خطرات و عوارض کوتاه مدت جوشکاری آرگون می توانیم به برق زدگی چشم اشاره داشته باشیم که اکثر جوشکارانی که از عینک و کلاه مخصوص جوشکاری استفاده نمی کنند، دچار این عارضه می شوند. از علائم مهم برق زدگی چشم ناشی از جوشکاری می توانیم به مواردی همچون خشک شدن مردمک چشم، درد و سوزش شدید در ناحیه چشم، احساس سنگینی در ناحیه چشم و سایر موارد اشاره داشت. اگر به این عارضه دچار شده اید توصیه می شود سریعا به متخصص چشم پزشکی مراجعه کنید.
در جوشکاری آرگون از چه الکترودهایی استفاده می شود؟
در این نوع جوشکاری از انواع خاصی از الکترودها استفاده می شود. الکترودها ابزار اصلی برای دوره جوشکاری آرگون هستند. در این نوع جوشکاری از الکترود تنگستن خالص برای جوشکاری آلومینیوم استفاده می شود که به رنگ سبز است. از الکترودهای مورد استفاده در این جوشکاری می توان به الکترود تنگستن زیرکونیوم سفید، الکترود تنگستن لانتانیم سیاه و الکترود سزیم طلا اشاره کرد.
چرا گاز آرگون هم بی اثر و هم فراوان است؟
آرگون از گروه گازهای بی اثر است، اما بر خلاف دیگر گازهای این گروه، بدست آوردن آرگون بسیار ساده است. این گاز سومین گاز رایج در جو زمین محسوب میشود و میتوان آن را با مایع کردن هوا استخراج کرد. این فرآیند ممکن است مشکل به نظر برسد، اما به دست آوردن گازهای دیگری مانند هلیوم ساده تر از فرآیندها است. آرگون به دلیل ویژگیهای بی اثرش، نه سمی است و نه قابل اشتعال. این امر آن را به گزینهای نسبتاً ایمن برای عملیات جوشکاری تبدیل میکند.

علت اینکه آرگون جوشهای تمیزتر و قوی تر را ارائه میدهد چیست؟
همان طور که در ابتدا گفته شد جوش آرگون بی اثر می باشد و همین امر این گاز را بهترین گزینه برای محافظت از حوضچه جوش تبدیل کرده است. همچنین فرایند جوشکاری آرگون بایستی به دقت و ظرافت انجام شود، به همین دلیل جوشکاری به روش تیگ بسیار ظریف و دقیق می باشد. البته همه این موارد به مهارت و دانش جوشکار بستگی دارد. در جوشکاری آرگون نوع جریان برق بسیار مهم و ضروری می باشد. به طور کلی جریان DC بیشتر در فرایند جوشکاری آرگون مورد استفاده قرار می گیرد.
این در حالی است که جریان AC برای جوش آلومینیوم به دلیل نفوذ بالا توصیه می شود. بنابراین می توان گفت که میزان نفوذ و رسوب جریان AC بیشتر از DC می باشد و هنگامی که قصد دارید ورق و لوله های آلومینیوم ضخیم را جوش دهید، بهتر است از جریان AC استفاده کنید. این در حالی است که جریان DC برای جوش دادن فلزات و ورق های نازک کاربرد دارد. همچنین دقت داشته باشید که با جریان AC نمی توانید مواد غیر فلز را جوش دهید زیرا میزان نفوذ بسیار بالا بوده و سبب ذوب و سوراخ شدن قطعه کار می شود.
گاز محافظ چیست؟
گاز محافظ یا Shielding gas به گازی می گویند که از قوس الکتریکی به وجود آمده در برابر هوای محیط محافظت کرده تا مهره جوش کاملا بی نقص بر روی فلز ایجاد شود. به عنوان مثال گاز آرگون یک گاز محافظ بی بو و بدون رنگ است و با گازهای موجود در هوا هیچ واکنشی نشان نمی دهد. از آنجایی که گاز آرگون نسبت به اکسیژن موجود در هوا سنگین تر می باشد، همین ویژگی سبب می شود این گاز بی اثر، با شدت جریان کمتری در جوشکاری مورد استفاده قرار بگیرد. از مزایا گاز محافظ آرگون می توان به مواردی همچون محافظت از حوضچه مذاب در مقابل اکسید شدن، موثر بودن برای جوش دادن فلزات و ورقهای نازک، در جوش آلومینیوم با استفاده از جریان AC سبب افزایش مقاومت شکنندگی شده و قیمت تهیه گاز آرگون نسبت به هلیوم کمتر است.
مطلب پیشنهادی : 0 تا 100 خطرات جوشکاری + روش های پیشگیری
انواع و ویژگی گازهای محافظ
گاز آرگون: محبوب ترین گاز محافظ در جوشکاری، گاز بی اثر آرگون می باشد. این گاز تک اتمی بوده و به دلیل در دسترس بودن کم هزینه است. گاز آرگون در برابر واکنش های شیمیایی، کم بخار بودن و کمک کردن به استحکام جوش مورد استفاده قرار میگیرد. گاز آرگون اغلب با مقداری اکسیژن ترکیب می شود و برای جوش دادن انواع فلزات و مواد غیر آهنی همچون آلومینیوم، مس و روی کاربرد دارد. از میزان و کاربرد ترکیبات گاز آرگون با اکسیژن توجه فرمایید:
گاز آرگون 99 درصد – اکسیژن 1 درصد: این ترکیب گاز محافظ برای جوش کاری پاششی در فولاد های ضد زنگ مناسب است. در این نوع جوشکاری سرباره زیاد بوده و 1 درصد اکسیژن در این ترکیب سبب پایدار شدن قوس و بهبود شکل ظاهری فلز می باشد.
گاز آرگون 98 درصد – اکسیژن 2 درصد: این نوع ترکیب برای جوشکاری فولاد های کم آلیاژ و فولاد ای ضد زنگ مورد استفاده قرار می گیرد.
گاز آرگون 95 درصد – اکسیژن 5 درصد: حوضچه جوش مذابیت بیشتری در این نوع ترکیب به خود می گیرد و میزان نفوذ بر روی فلزات بیشتر می شود. این نوع ترکیب گاز محافظ برای جوشکاری فولاد های کربی مناسب میباشد چراکه اکسیژن موجود، نرخ انتقال حرارت را بیشتر انتقال می دهد.
هلیوم: همچون گاز آرگون، گاز هلیوم نیز یک گاز تک اتمی بوده که معمولا در جوشکاری TIG فلزات غیر آهنی مورد استفاده واقع می شود. بر خلاف گاز محافظ آرگون این گاز پتانسیل یونیزاسیون و رسانایی بالاتری دارد که باعث اثراتی کاملا متفاوت می شود. توجه داشته باشید این گاز به طور کاملا خالص در عملیات جوشکاری مورد استفاده قرار نمی گیرد، مگر اینکه قصد جوش دادن فلز مس را داشته باشید. به طور معمول ممکن است چند درصد گاز هلیوم با آرگون جهت جوشکاری تیگ ترکیب شوند.
کربن دی اکسید Co2: اغلب گازهای فعال را نمی توان به تنهایی به عنوان گاز محافظ در فرایند جوشکاری استفاده کرد. اما دی اکسید کربن تنها گاز فعالی است که به عنوان گاز محافظ به تنهایی در برخی از موارد مورد استفاده قرار می گیرد. استفاده از گاز Co2 به دلیل تجزیه و ترکیب مجدد اجزاء سبب انتقال حرارت بیشتر به فلز پایه می شود. در جوشکاری به روش میگ MIG از گاز کربن دی اکسید به عنوان گاز محافظ استفاده می شود.
آرگون-دی اکسید کربن (MIG): مخلوط 75% آرگون و 25% CO2 که بیشتر با نام C25 شناخته می شود، شاید رایج ترین ترکیب مورد استفاده برای جوشکاری MIG در صنعت باشد. این ترکیب با سطوح بالاتر دی اکسید کربن، بهترین عملکرد را در مورد ظاهر کامل جوش، پایداری قوس و شکل نفوذ گستردهتر میدهد. CO2 به دلیل نفوذ گسترده تر شناخته شده است و افزودن آرگون قادر است پاشش بیش از حد CO2 خالص را کاهش دهد. عوامل مهم دیگر سرعت جوشکاری بالاتر است. چه یک جوشکار سرگرمی خانگی باشید و چه به صورت حرفه ای کار می کنید، C25 یک انتخاب عالی برای پوشش بیشتر نیازهای جوشکاری MIG شما در فولاد کربنی است.
مطلب پیشنهادی: گاز محافظ جوشکاری چیست؟ + معرفی انواع و کاربرد آن
نکات ایمنی مهم هنگام جوشکاری آرگون

آرگون گازی غیر سمی، غیر قابل اشتعال و غیر واکنشی است. اما خطرات بسیار جدی وجود دارد. از آنجایی که آرگون تحت فشار بسیار بالا در یک مخزن فشرده ذخیره میشود، روشهای ایمنی مناسب و ذخیره سازی مخزن گاز آرگون بسیار مهم است دقت داشته باشید هنگام ذخیره گاز، از بسته بودن شیر و سیلندر مخزن گاز اطمینان حاصل کنید. موارد زیادی وجود داشته است که مخزن گاز به یک موشک پرقدرت تبدیل شده است که میتواند از دیوار بتنی، ناشی از خروج گاز پرفشار به شدت عبور کند. اگر در محیط بسته و فضا کم در حال جوشکاری آرگون هستید حتما از سیستم تهویه هوا برخودار باشید، همچنین داشتن کلاه، ماسک، عینک مخصوص جوشکاری، دستکش و لباس ضد حریق حین عملیات جوشکاری بسیار ضروری هستند و نباید به نکات ایمنی بی توجه ای کرد.
جمع بندی
آموزشگاه برق گستران با سال ها فعالیت در حوزه برگزاری انواع دوره های تخصصی آموزش جوشکاری آرگون، جوشکاری Co2 و جوشکاری برق در حال حاضر یکی از بهترین آموزشگاه های شهر تهران در حوزه جوشکاری به شمار می رود تمامی دوره های آموزشی خود را در کارگاه های مجهز زیر نظر اساتید ماهر و آشنا به بازارکار برگزار کرده و مهارت جویان عزیز در صورت کسب نمره قبولی در امتحان پایان دوره با مدرک معتبر سازمان فنی حرفه ای وارد بازارکار خواهید شد. با مهارت کسب شده در دوره آموزش جوشکاری آرگون و مدرک معتبر بین المللی، کارفرمایان زیادی به مهارت و دانش شما اطمینان کرده و از فرصت های شغلی خوبی برخوردار خواهید شد.
آیا علاقهمند به یادگیری بیشتر در مورد جوشکاری، تجهیزات رایج و سایر اجزای آن هستید؟ پس همین حالا اقدام کنید تا آموزش جوشکاری آرگون را از صفر تا صد به طور کامل در آموزشگاه تخصصی برق گستران یاد بگیرید و به راحتی وارد بازار کار شوید.
سوالات متداول جوشکاری آرگون
بهترین روش برای یادگرفتن جوشکاری آرگون چیست؟
از آنجایی که فرآیند جوشکاری آرگون بسیار پیچیده و دشوار می باشد، بایستی مباحث مهم این حوزه را توسط فرد ماهر در این زمینه که با تمامی فوت و فن ریز و درشت این رشته آگاه می باشد، آموزش ببینید. آموزشگاه برق گستران با بهره برداری از افراد متخصص در حوزه جوشکاری، در حال حاضر یکی از بهترین آموزشگاه جوشکاری شهر تهران به شمار می رود که دوره آموزشی خود را کاملا عملی در کارگاه های مجهز با رعایت نکات ایمنی برگزار می کند.
آیا دوره آموزش جوشکاری آرگون دارای پیش نیاز است؟
خیر. دوره آموزش جوشکاری آرگون در آموزشگاه برق گستران هیچگونه پیش نیازی نداشته و تمامی مباحث از 0 تا 100 از مبتدی تا حرفه ای از پایه تا پیشرفته توسط اساتید ماهر این مجموعه به شما مهارت جویان عزیز آموزش داده می شود.
آسان ترین نوع جوشکاری برای یادگرفتن مبتدیان کدام است؟
آسان ترین روش جوشکاری، برق یا جوشکاری الکترود دستی SMAW می باشد. از این رو افرادی که قصد دارد به تازگی وارد حرفه جوشکاری شوند، بهتر است در ابتدا دوره جوشکاری برق یا الکترود دستی را سپری کنند و بعد در دوره های جوشکاری آرگون و co2 شرکت کنند. البته دقت داشته باشید که تمامی دوره های جوشکاری هیچ گونه پیش نیازی ندارد. بنابراین تمامی مباحث از 0 تا 100 به شما عزیزان آموزش داده می شود.

آموزش جوشکاری برق (SMAW)
هزینه دوره : 10.200.000 تومان
هزینه دوره با تخفیف: 7.800.000 تومان
20 ساعت مدت دوره

آموزش جوشکاری CO2 (جوشکاری MAG,MIG)
هزینه دوره : 10.200.000 تومان
هزینه دوره با تخفیف: 7.800.000 تومان
20 ساعت مدت دوره

کارشناسان ما همواره آماده پاسخگویی به شما هستند...
پاسخ : خیر، جهت رفاه حال کارآموزان ثبت نام به دو حالت تلفنی و حضوری انجام می شود که جهت هماهنگی با مشاوران ما تماس بگیرید.
پاسخ : برای عزیزانی که از شهرستان تشریف می آورند نزدیک ترین خوابگاه به کارآموزان معرفی می شود.
پاسخ : دوره جوشکاری آرگون به صورتی برگزار خواهد شد که بعد از اتمام دوره کارآموزان می توانند مستقیم وارد بازار کار شوند
پاسخ : تمام دوره های آموزشگاه برق گستران بصورت خصوصی، نیمه خصوصی و یا گروهی برگزار می شود، که کلاس های گروهی بین 4 تا 6 نفر می باشد.
پاسخ : زیرا دوره های عملی و کارگاه های مجهز و همچنین قیمت مناسب و مدرک معتبر برای تمام دوره ها دلیل خوبی است که به شما کارآموز محترم کمک میکند آموزشگاه ما را انتخاب نمایید. دلایل انتخاب برق گستران :مشاوره با اساتید با تجربه جهت راه اندازی معرفی به سازمان فنی حرفه ای جهت اخذ مدرک بعد از اتمام دوره، دسترسی مناسب جهت تردد به ترمینال، مترو، BRT ، تجدید دوره در صورت عدم یادگیری، پشتیبانی همیشگی آموزشگاه از کارآموزان در حین اجرا پروژه و کار، اقامت در خوابگاه برای کارآموزان شهرستانی، برگزاری کلاس ها در روزهای تعطیل و آخر هفته برای کارآموزان شهرستانی و شاغل ، ارائه جزوات و فایل های آموزشی تدریس شده در پایان دوره
کارشناسان ما همواره آماده پاسخگویی به شما هستند...
پاسخ:بسیاری از مباحث این دوره جوشکاری آرگون ویژه بازار کار بوده و اگر بدرستی یاد گرفته باشید میتوانید در شرکت های مختلف شروع به کار کنید
پاسخ :خیر دوره جوشکاری آرگون (TIG) هیچگونه پیشنیازی ندارد.
پاسخ : دوره در کارگاه و به صورت عملی برگزار میشود.
پاسخ : بله نحوه نام گذاری الکترود های جوشکاری با استاندارد A.W.S آموزش داده میشود.

جوشکاری برنج
دسامبر 30, 2023
مشاهده جزییات
جوشکاری آرگون چیست؟
می 20, 2023
مشاهده جزییات
تفاوت جوش آرگون و Co2
آوریل 4, 2023
مشاهده جزییات
انواع عیوب جوشکاری کدام است؟
مارس 11, 2023
مشاهده جزییات
خوشحال میشویم تا از نظر شما در رابطه با آموزش جوشکاری آرگون (TIG) آگاه شویم.